Технология производства ДСП (древесностружечных плит). Дсп производство
Наименование предприятия | Тип оборудования | Год ввода оборудования | Проектная мощность |
| Северо западный ФО | 770 | ||
| Вологодская область | 450 | ||
| ООО «Монзенский ДОК» | Rauma-Repola | 1974 | 140 |
| ЗАО «Череповецкий ФМК» | СП-25 | 1964 | 90 |
| ООО «Шекснинский КДП» | Rauma-Repola | 1980 | 220 |
| Новгородская область | 300 | ||
| Завод «Pfleiderer» (г. Новгород) | Simpelkamp | 2005 | 300 |
| Республика Коми | 210 | ||
| ОАО «Жешартский ФЗ» | СП-25 | 1966 | 70 |
| ООО "Сыктывкарский ФЗ | Rauma-Repola | 1976 | 140 |
| Ленинградская область | 110 | ||
| ООО «Интраст» п. Невская Дубровка | Bizon | 1994 | 110 |
| Республика Карелия | 110 | ||
| ОАО «Карелия ДСП» п. Медвежьегорск | Bizon | 2001 | 110 |
| Центральный Федеральный округ | 1074 | ||
| Московская область | 650 | ||
| ОАО МК «Шатура» | СП-25 | 1965 | 100 |
| ОАО «МЭЗ ДСП и Д» | СП-25, Bizon | 1962, 1997 | 330 |
| ЗАО «Сходня-плитпром» | Bizon | 1996 | 110 |
| ЗАО «ЭЗ ДСП» г. Сергиев Посад | Bizon | 1994 | 110 |
| г. Москва | 110 | ||
| ООО «ДСП» | Bizon | 1991 | 110 |
| Ивановская область | 250 | ||
| Simpelkamp | 250 | ||
| Брянская область | 110 | ||
| ОАО «Дятьково ДОЗ» | СП-25 | 1965 | 110 |
| Владимирская область | 80 | ||
| ЗАО «Муром» | СП-25 | 1964 | 80 |
| Костромская область | 252 | ||
| ОАО «Фанплит» г. Кострома | СП-25 | 1963 | 100 |
| ООО «Кроностар» г. Шарья | Diffenbaher | 2003 | 150 |
| Тверская область | 70 | ||
| ОАО «МДОК» г. Вышний Волочек | СП-25 | 1973 | 70 |
| Смоленская область | 250 | ||
| ЗАО "Игоревский завод дсп | Rauma-Repola | 1981 | 250 |
| Калужская область | 80 | ||
| ЗАО «Плитспичпром» | Bizon | 2003 | 80 |
| Южный Федеральный Округ | 330 | ||
| Краснодарский край | 110 | ||
| ЗАО «ЮГ» | СП-25 | 1962 | 110 |
| Волгоградская область | 110 | ||
| ЗАО РНП «Волгоградмебель» | СП-25 | 1962 | 110 |
| Ростовская область | 90 | ||
| ОАО «Волгодонский КДП» | Bizon | 1990 | 90 |
| Приволжский Федеральный Округ | 455 | ||
| Нижегородская область | 50 | ||
| ЗАО «Нижегородский ДОЗ» | СП-25 | 1964 | 50 |
| Кировская область | 75 | ||
| ОАО «Нововятский ЛК» | Bekker Van Hyllen | 1962 | 75 |
| Республика Башкортостан | 40 | ||
| ОАО «Уфимский ФПК» | Bekker Van Hyllen | 1961 | 40 |
| Удмуртская республика | 110 | ||
| ООО «Увадрев» | Bizon | 1994 | 110 |
| Пермская область | 180 | ||
| Завод дсп п. Трехгорный | Bizon | 80 | |
| ЗАО «Пермский ФК» | СП-25, СП-35 | 1966, 1973 | 160 |
| Уральский Федеральный Округ | 195 | ||
| Свердловская область | 83 | ||
| ОАО «Тавдинский ФК» | СП-25 | 1969 | 90 |
| ЗАО «Фанком» п. В. Синячиха | Simpelkamp | 260 | |
| Тюменская область | 110 | ||
| ОАО ДОК «Красный Октябрь» г. Тюмень | СП-25 | 1963 | 110 |
| Республика Башкортостан | 40 | ||
| Сибирский Федеральный Округ | 360 | ||
| Красноярский край | 90 | ||
| ЗАО «Красноярский ДОК» | СП-25 | 1965 | 90 |
| Иркутская область | 160 | ||
| ОАО «Уст-Илимский ДЗ» | Raute 2 линии | 1980 | 160 |
| Томская область | 110 | ||
| ОАО «Томский завод ДСП» | Rauma-Repola | 1980 | 110 |
| Дальневосточный Федеральный Округ | 80 | ||
| Хабаровский край | 80 | ||
| ОАО «Амурский МДК» | Raute | 1989 | 80 |
andreynoak.ru
Производство ДСП: технология и оборудование
Производство ДСП – это выгодное дело. Материал пользуется значительной популярностью у современных мастеров. Это не только удобный и экологичный, но и простой в обработке материал. Он представляет собой листовой композитный элемент, в основе изготовления которого лежит методика опрессовывания горячих отходов деревообрабатывающего производства. Во многих случаях предполагается введение в состав массы дополнительных добавок.
Сфера применения ДСП
 Сегодня древесно-стружечные плиты нашли весьма широкое применение на практике. Преимущественно их используют в рамках мебельного производства и при изготовлении дверей. Еще плиты актуальны для строительной отрасли, при выполнении отделочных работ, в сфере автомобилестроения и многих других современных производствах.
Сегодня древесно-стружечные плиты нашли весьма широкое применение на практике. Преимущественно их используют в рамках мебельного производства и при изготовлении дверей. Еще плиты актуальны для строительной отрасли, при выполнении отделочных работ, в сфере автомобилестроения и многих других современных производствах.
Отлаженное производство ДСП способно принести значительную прибыль. На начальном этапе его организации требуется найти доступное сырье по приемлемой цене. Сложностей с реализацией готовой продукции не возникнет.
Способы производства
Процесс производства ДСП сводится к обработке посредством горячего прессования деревообрабатывающих отходов, предварительно подготовленных. В составе рабочей массы, помимо стружечной смести, присутствует и термореактивная смола с клеящими свойствами.
Исходным сырьем для будущих плит бывают щепки и опилки, а также прочие отходы бумажного и деревообрабатывающего производства. Достаточно смешать их со специальной смолой и уложить в форму. Там в условиях горячего пресса и температурного воздействия, смола проявит свои клеящие свойства.
Завершающим этапом технологического процесса является охлаждение готовых древесно-стружечных плит и их отделение от форм. Далее, их отправляют на шлифовку.
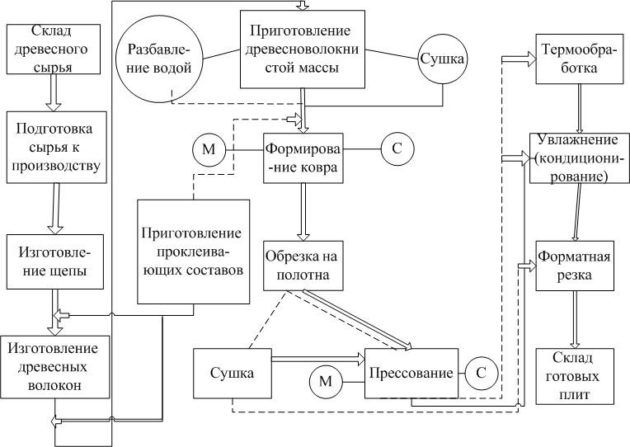
Схема производства ДСП
Необходимое оборудование
В производстве ДСП требуются определенные машины и агрегаты. Технологический процесс не обходится без следующего оборудования:

Оборудование для производства ДСП
- смесители;
- формовочные агрегаты;
- горячий пресс;
- охладители;
- устройства для выравнивания боковин;
- шлифовальные машины.
Изначально в смесителях соединяются все компоненты для рабочей массы с учетом рекомендованных объемов. Дальнейшая напрессовка бумаги осуществляется уже агрегатами для формовки исходной смеси, в горячих прессах.
Указанный перечень является минимально необходимым для изготовления ДСП. Он касается производств, когда в работу поступает предварительно подготовленное сырье.
Когда процесс производства ДСП осуществляется с применением обычного сырья, возникнет необходимость в установке еще некоторых агрегатов. Обычно это строгальные и рубильные машины, мельницы или оборудование для раскройки.
Нередко руководители производства предпочитают дополнительно укомплектовать его дополнительными машинами, что позволяет значительно увеличить его эффективность и технологичность. В таких случаях устанавливаются агрегаты для вентиляции, транспортеры различного типа, вибросита, сушильные камеры, штабелеры и многое другое.
Стоимость готовой производственной линии
Итоговая стоимость комплекта оборудования для изготовления ДСП зависит от его производительности и некоторых других факторов. При небольшом выходе в пределах сотни готовых листов в день, придется вложить до 200 тыс. евро. Чем выше производительность – тем дороже обойдется комплект.
Еще один определяющий фактор цены на такое оборудование – это его изготовитель. Большинство отдают предпочтение продукции проверенных европейских брендов, но она всегда будет стоить на порядок дороже, нежели китайские аналоги.

Линия по производству ДСП
При составлении бизнес-плана по производству ДСП в больших объемах, измеряющихся тысячами кубических метров готовых изделий, необходимо предусмотреть расходы на:
- производственное оборудование соответствующей мощности и производительности;
- вспомогательные машины и агрегаты;
- установку приобретенного оборудования и его наладку;
- подготовку помещения с достаточной площадью, соответствующее действующим требованиям и санитарным производственным нормам для изготовления ДСП.
Процесс изготовления ДСП
Получают древесно-стружечные плиты с применением горячего пресса. В первоначальное сырье добавляется смола, обладающая специальными клеящими свойствами и некоторые другие добавки. Подготовленная масса разливается по формам, где в дальнейшем протекает процесс склеивания под воздействием внешних условий.
Основные этапы в процессе изготовления ДСП:
- подготовительный этап;
- формовка;
- прессование;
- обработка в соответствии с требуемыми размерами;
- шлифовка.
На начальном этапе в специализированных машинах смешиваются исходные составляющие рабочей смеси – деревообрабатывающие отходы и смола наряду с отвердителями и иными необходимыми компонентами. Важно строго соблюдать рекомендованные пропорции составляющих, чтобы готовый материал получил желаемые свойства.
Готовая масса подвергается формовке и опрессовке. Манипуляции осуществляются при воздействии высокой температуры.
Завершается технологический процесс удалением излишков с готовых листов посредством их обрезки с последующей шлифовкой на специальном оборудовании.
От правильности исполнения каждого из основных этапов процесса производства древесно-стружечных плит будет зависеть их конечное качество.
Ламинированное ДСП

Схема ламинирования ДСП
ЛДСП, более известный в качестве ламинированного ДСП, представляет собой стандартные древесно-стружечные плиты.
Единственное их отличие от традиционных листов состоит в том, что каждый лист имеет дополнительное покрытие. Этот ламинат несет преимущественно декоративную нагрузку.
В качестве ламината применяется специализированная пленка.
Преимущественно материал ЛДСП актуален для мебельных производств. А также его используют и в других отраслях современной промышленности.
Наряду с внешней красотой, указанный материал характеризуется некоторыми минусами. Не получится разделить готовую плиту на меньшие части в домашних условиях без применения специализированного оборудования. Ламинирующий слой легко откалывается, что делает края изделия неаккуратными.

Ламинированное ДСП
Сам процесс ламинирования – это специальная отделка готовых изделий. Операция предполагает дополнительный технологический этап в рамках производственного процесса – напрессовку специального покрытия. Эта пленка закрепляется по холодной либо по горячей методике. В первом случае нагрева поверхностей не предполагается. При обращении к горячей методике ламинирующий слой закрепляется посредством клеящих свойств смолы в исходной массе.
Эта поверхность не предполагает дальнейших отделочных манипуляций.
Изготовление древесно-стружечных плит – это нужный, прибыльный и перспективный процесс при верной его первоначальной организации. Данный продукт всегда востребован на рынке строительных материалов.
Видео: Производство ДСП
promzn.ru
Технология производства ДСП (древесностружечных плит)
Древесностружечные плиты за последние 10—15 лет стали, очевидно, одним из самых известных и распространенных древесных материалов. Они являются основным конструкционным материалом в производстве мебели, а в последнее время получают все большее признание и в строительстве, в частности в производстве малоэтажных домов.
Сырье для древесностружечных плит — различного вида отходы лесопиления, лесозаготовок, деревообработки (горбыли, рейки, откомлевки, сучья, срезки, стружка, опилки), а также низкокачественные круглые лесоматериалы. Становится понятным значимость этого производства: из отходов и низкокачественной древесины получается материал, из которого изготовляют высококачественные, долговечные изделия.
Все кусковые отходы измельчаются в щепу на рубительных машинах. Из щепы, а также из стружки, отходов и опилок на специальных роторных станках приготовляется стружка. Из круглых лесоматериалов стружка изготовляется или непосредственно из бревна на станках с ножевым валом, или по схеме щепа — стружка, когда сначала изготовляется щепа, а затем из щепы стружка. Перед подачей бревен на струженный станок их разрезают на мерные заготовки (обычно длиной 1 м).
Стружка должна иметь определенные, наперед заданные размеры (толщина 0,2—0,5 мм, ширина 1 — 10 мм, длина 5—40 мм). В наружные слои плиты направляется стружка наименьших размеров. Кроме соблюдения размеров необходимо также следить, чтобы стружка была плоской, равномерной толщины, с ровной поверхностью. Стружка для наружных слоев после стружечных станков проходит дополнительное измельчение на дробилках (здесь уменьшается ширина) или в мельницах, где изменяется толщина. Последняя операция имеет особое значение для плит, которые отделываются методом ламинирования, так как в этом случае предъявляются высокие требования к качеству их поверхности.
Изготовленная сырая стружка хранится в бункерах, куда подается системой пневмотранспорта или механическими транспортерами. Из бункеров сырая стружка подается в сушилки. Сушить стружку необходимо до влажности 4—6%, а для внутреннего слоя — до 2—4%. Поэтому стружку разных слоев сушат в отдельных сушилках. В производстве древесностружечных плит используются, как правило, конвективные сушилки, в большинстве случаев барабанного типа. В топке сушилки сжигается газ или мазут, температура в ней 900— 1000° С. На входе в барабан Температура сушильного агента достигает 450—550° С, на выходе она от 90 до 120° С. Барабан имеет диаметр 2,2 м и длину 10 м, устанавливается он с наклоном в 2—3° в сторону входа сырой стружки.
После сушки стружка сортируется или на механических (ситовых) агрегатах, или пневматически. На этих машинах происходит разделение стружки на фракции для наружных и внутренних слоев. На этом заканчивается изготовление стружки. Автор должен заметить, что эта часть технологического процесса во многом предопределяет успешное выполнение последующих операций, производительность процесса и особенно качество плит. Поэтому приготовлению стружки (работе оборудования на этом участке, квалификации операторов) уделяется большое внимание.
Стружка смешивается со связующим в специальных агрегатах, Называемых смесителями. Операция эта сложная, поскольку технология производства требует покрытия связующим каждой стружки. Неосмоленные стружки не склеиваются, а излишняя смола на стружке приводит к перерасходу связующего и плохому качеству плит. Связующее в смеситель подается в виде растворов. Их концентрация в потоке наружного слоя 53— 55%, внутреннего слоя несколько больше (60—61%). В настоящее время наиболее распространены смесители, в которых распыленное связующее (размеры частиц 30—100 мкм) факелом направляется на поток взвешенных в воздухе стружек. Эти два потока перемешиваются, связующее осаждается на поверхности стружек. Смесители, как правило, нуждаются в тонком регулировании, при котором соблюдаются строгие количественные соотношения между стружкой, смолой и отвердителем. После осмоления стружка ленточными или скребковыми транспортерами направляется в формирующие машины.
Формирующие машины принимают осмоленную стружку и высыпают ее ровным слоем (ковром) на проходящие под ними поддоны или ленточные транспортеры. Стружечный ковер — это непрерывная лента определенной ширины и толщины. Он разделяется на пакеты, из которых и образуются в последующем при горячем прессовании плиты. Естественно, что равномерность насыпки ковра прямым образом влияет на качество плит (равноплотность, равнотолщинность). Кроме того, формирующие машины должны насыпать во внешние слои мелкие стружки.
Конвейер перемещает пакеты, которые после прохождения пресса для подпрессовки становятся плотными, обладающими транспортной прочностью брикетами. В настоящее время в промышленности древесностружечных плит известно два принципиально различных типа главных конвейеров. Они различаются тем, что в одном случае пакеты (а затем брикеты) перемещаются на металлических поддонах, в другом типе главного конвейера — на ленточных транспортерах, когда прессование бесподдонное. Каждая схема главного конвейера имеет преимущества и недостатки. Поддонный способ более простой и надежный, но плиты получаются с большей разнотолщинностью, расход тепловой энергии больше. Бесподдонный способ обеспечивает некоторую экономию энергии, повышенное качество плит. Конструкции главных конвейеров достаточно подробно описаны в специальной литературе, и при необходимости читатель может с -ее помощью более детально изучить эту основную технологическую линию заводов древесностружечных плит.
Автор уже упоминал, что в состав главного конвейера входит пресс для подпрессовки. Подпрессовка необходима для уменьшения толщины пакета и повышения его транспортабельности. Толщина пакета уменьшается в 2,5—4 раза (больше при бесподдонном прессовании). Давление при этом составляет 1—1,5 МПа при прессовании на поддонах и 3—4 МПа при бесподдонном прессовании. Подпрессовка производится обычно в одноэтажных прессах, иногда это бывает подвижный пресс, чаще — стационарный.
После подпрессовки брикеты на поддонах поступают в многоэтажный гидравлический пресс для горячего прессования. При бесподдонном прессовании брикеты выкладываются лентой непосредственно на горячие плиты пресса; При прессовании на брикет воздействуют тепло и давление. Читателю, очевидно, понятно, что продолжительность горячего прессования предопределяет продолжительность цикла работы пресса и тем самым производительность всего завода. Поэтому уделяется большое внимание уменьшению цикла прессования. Стоимость пресса для горячего прессования, как и в производстве древесноволокнистых плит, составляет 20— 25% стоимости всего оборудования завода, и поэтому проблема его лучшего использования — постоянная забота работников заводов, а профессия оператора пресса — самая почитаемая.
Прессование производится при 180°С и удельном давлении 2,5—3,5 МПа. Продолжительность прессования 0,3—0,35 мин на 1 мм толщины плиты. Современные прессы имеют размеры горячих плит, достигающие 6x3 м, до 22 рабочих промежутков (одновременно прессуются 22 древесностружечные плиты). Высота пресса достигает 8 м.
Сокращение цикла прессования (увеличение производительности пресса) достигается за счет повышения температуры прессования, применения смол с меньшей продолжительностью отверждения, увеличения количества рабочих промежутков. Эти мероприятия реализованы на большинстве заводов, что позволило поднять производительность прессов с 35 до 80—85 тыс. м3 плит в год.
Автор считает необходимым информировать читателя о том, что имеются и одноэтажные прессы. У них длина горячих плит достигает 20 м, а общая длина главного конвейера —60—70 м. При его обслуживании оператор для перемещения вынужден использовать велосипед.
Готовые плиты пресса выгружаются на приемную (разгрузочную) этажерку, а с нее на линию, где они обрезаются с четырех сторон (линию форматной обрезки). В состав этой линии часто входит агрегат для охлаждения плит. Затем они укладываются в стопы, где выдерживаются не менее 5 суток. Далее плиты шлифуются на оборудований и инструментом, которые были описаны выше. В соответствии с требованиями стандарта плиты сортируются, а затем или раскраиваются на заготовки для мебельных щитов, или отправляются потребителям полноформатными.
В заключение укажем, что на 1 м3 древесностружечных плит расходуется 1,75—1,85 м3 древесины, 70— 80 кг смолы (в пересчете на сухое вещество), 1,4— 1,5 т пара, 160—170 кВт-ч электроэнергии. Затраты труда составляют 2,5—4 чел.-ч на 1 м3.
Необходимо отметить, что производство древесностружечных плит непрерывно совершенствуется: появляются новые виды плит, принципиально новые машины, более эффективные связующие. Представляют, в частности, интерес плиты из стружки, размеры которых по длине и ширине составляют десятки миллиметров; стружка располагается в плоскости плиты. Это обеспечивает высокую прочность плит на статический изгиб, что важно при их применении в строительстве. Такие плиты (из ориентированной крупноформатной стружки) с успехом заменяют фанеру, которая становится все более дефицитной.
В последние годы стали использовать нетоксичные быстроотверждающиеся смолы, что увеличивает производительность прессов, а значит, и заводов, ликвидирует загазованность в цехах, позволяет использовать плиты внутри жилых помещений. Объем производства древесностружечных плит непрерывно растет, эта тенденция сохранится и в будущем. Для отрасли, оснащенной современным оборудованием, нужны высококвалифицированные рабочие, инженеры и техники, хорошо знающие технологию и механической и химической переработки древесины, электронику, гидравлику, теплотехнику.
www.stroitelstvo-new.ru
Технология производства дсп: слова главного технолога
Здравствуйте уважаемые читатели блога, на связи Андрей Ноак. Сегодня я расскажу как выглядит технология производства дсп. Кстати часть чертежей я делал самолично, извините за хвастовство *pardon* , но очень хочется позвездится *rofl* ! А делал я эти чертежи когда защищал диплом по производству древесностружечных плит на бывшем заводе КИСК или КрасПлитПром, что в городе Красноярск. Далее я выполнял две пуско наладки заводов по изготовлению древесностружечной плиты и поэтому могу вам более чем подробно рассазать о изготовлении этих плит.
Моя новая книга
Хочу начать с хорошей новости, недавно вышла моя новая книга, более подробно о ней можно узнать в разделе «МОИ КНИГИ». Информация которая в книге — это настоящая информационная бомба, такого в России пока нет!

Книга «Технология изготовления ДСП от А до Я» основана на личном опыте и опыте работы немецких специалистов. Более подробно о книжечке в разделе «КНИГИ».

Периодически я провожу вебинары по деревообработке, на которых обсуждаются самые интересные и актуальные вопросы деревообработки. Следите за новыми статьями и узнаете когда будет следующий вебинар.
Также у меня можно заказать индивидуальную консультацию по деревообработке. Я как никто знаю какие ошибки делают производители оборудования, так как у меня есть опыт. К примеру строят завод на 200 тыс в год плиты и не учитывают диаметр входящего сырья, а я вот знаю что надо это учитывать! Более подробно о консультациях в разделе «УСЛУГИ».
Технология изготовления дсп

Изготовление плиты начинается с подачи круглого сырья краном на раскатный стол, далее лес распиливатся на чураки длиной около одного метра. Вы не поверите, но эта уникальная технология с чураками используется только на линиях с торцовочными станками! Из этих самых чураков в стружечных станках с ножевым валом получали сырье отличного качества.
Но в связи с лишней операцией торцовки леса, развитие изготовления пошло по другой технологии. Эта технология сегодня более распространена, здесь получают щепу с производительных дробилок с ножевым валом или диском, а затем уже щепу перерабатывают на центробежных стружечных станках в нужную фракцию.

Организация склада хранения и подачи древесного сырья в производстве дсп.
Полученную фракцию подают в сушильное отделение и затем происходит сортировка стружки еще по фракциям. Отсортированная по слоям стружка осмоляется, насыпается формашиной в непрерывный ковер и прессуется. Полученная плита шлифуется и укладывается в пакеты.
Изготовление дсп очень сложное. Сложное в плане технологии, поясню почему. Для того чтобы иметь хорошую отдачу от производства, необходимо иметь очень квалифицированные кадры, так как на одном и том же оборудовании при одной и той же схеме можно делать совсем разные объемы производства и совсем разное качество.
Причем под квалифицированными кадрами я понимал не операторский состав, а именно инженерно технических работников способных обучить рабочих работать.
При грамотной работе инженерной службы, оператору за хорошую зарплату нужно будет только вовремя явиться на работу, нажать кнопку на запуск оборудования, убрать рабочее место (а если все отстроено, так и убирать нечего будет), и не забыть выключить кнопку в конце рабочего смены. А обеспечить именно такую работу оборудования должны инженеры.
Производство ДСтП очень зависит от грамотного и квалифицированного управления. Итак ее изготовление состоит из следующих операций:
- Первый вариант получение из круглой древесины чураков. Второй вариант получение щепы от поставщиков или из привезенной древесины путем дробления.
- Получение из чураков нужной фракции, второй вариант получение из щепы стружки на стружечных станках.
- Сушка.

- Трехходовой сушильный барабан, именно он работает на одной из самых распространенных и опасных технологий по сушке...


Сортировка стружки — один из важных этапов технологии производства плиты.
- Смешивание сухих опилок наружного и внутреннего слоя с заданным количеством связующего (смола, отвердитель, добавки) для каждого слоя, в смесителях.

Расходомеры электромагнитные, для измерения объемов подаваемой смолы... Самое современное оборудование на данный момент...

- Насыпка ковра с нижним, средним и верхним слоями формашиной.

- Подпрессовка и при необходимости разделение ковра
- Горячее прессование ковра по заданной циклограме и при соответствующей настройке пресса.

- Обрезка кромок, охлаждение и кондиционирование плиты.
- Складирование не шлифованной плиты. В некоторых типах оборудования данная операция отсутствует. На рисунке ниже нарисована линия с прессом непрерывного прессования. А вообще имеется несколько типов линий по производству ДСтП с своими достоинствами и недостатками, читайте это на нашем блоге в более ранних статьях.


Оптимизированный участок хранения древесной плиты.
- Шлифование и раскрой плиты в размер с своими нюансами.

- Сортировка готовой плиты по ГОСТ. Кстати большинство производителей сейчас делает свое ТУ. В ТУ увеличиваются или уменьшаются допуски, может увеличиваться количество сортов. Но это должна быть временная норма, так как для получения максимальной прибыли должно идти 99% первого сорта.
Конечно это только одна из технологий ДСтП, в зависимости от типов линий, она может значительно меняться.
Тематическое видео, как делается дсп в домашних условиях из бамбука:
Для того чтобы выбрать оптимальную технологию производства плиты, нужно прочитать огромный объем литературы, пообщаться с профессионалами знающими многие тонкости в работе оборудования и работавшими на этом оборудовании, потому что каждый тип оборудования по производству древесностружечной плиты имеет свои плюсы и минусы в работе.
До новых встреч и читайте мой блог чтобы быть в курсе всех новинок в деревообработке!
andreynoak.ru
Завод по производству ДСП и ЛДСП
Компания РУССКИЙ ЛАМИНАТ занимает лидирующую позицию на рынке российских производителей древесно-стружечных плит (ДСП).
За годы успешной работы мы зарекомендовали себя надежным производителем и поставщиком высококачественной продукции, нацеленным на перспективу долгосрочного сотрудничества с партнерами.
Отлаженный процесс производства и строгий контроль качества делают возможным постоянное увеличение ассортимента ЛДСП и ДСП, а наличие сопутствующих товаров (кромочный материал, мебельная фурнитура, алюминиевый шкафной и фасадный профили, ДВПО) и стабильность поставок экономят время покупателей, ведь РУССКИЙ ЛАМИНАТ - это не просто производитель, а надежный партнер в успешном бизнесе.
История развития бизнеса
В начале 90-х было принято решение о полной реконструкции небольшого цеха по производству древесно-стружечных плит и созданию завода ДСП в Сергиево-Посадском р-не Московской обл.
- 1993 г. - построен и запущен в производство комплект оборудования фирмы «Bison». Именно этот момент по праву считается началом отсчета рыночной деятельности завода по производству ЛДСП и ДСП.
- 1998 г. - запущена первая линия ламинирования «Javor» - завод становится одним из первых российских производителей ламинированных древесно-стружечных плит с использованием пленок, пропитанных меламиновыми смолами.
- 2002 г. - запуск линии ламинирования известной немецкой фирмы «Wemhoner». Внедрение нового оборудования позволило производить ЛДСП толщиной от 10 до 38 мм и значительно расширить ассортимент декоров.
- 2003 г. - ОАО «Игоревский деревообрабатывающий комбинат», находящийся в Смоленской области входит в состав компании.
- 2003-2005 гг. - реконструкция и модернизация производства на ОАО «ИДК».
- 2004 г. - создание собственных лесозаготовок для бесперебойного обеспечения сырьем.
- 2005 г. – создание бренда РУССКИЙ ЛАМИНАТ.
- 2005 г. - введена в эксплуатацию современная высокопроизводительная линия ламинирования немецкой фирмы «Wemhoner» на «Игоревском деревообрабатывающем комбинате».
- 2005 г. – запущена линия пропитки бумаги итальянской фирмы «TOCCHIO», что позволило значительно повысить гибкость производства ДСП и качество выпускаемой продукции.
- 2007 г. - запуск проекта по строительству завода МДФ на территории ОАО «ИДК» с номинальной мощностью 400 тыс. м3 плит в год.
- 2009-2010 гг. - открытие официальных представительств в городах: Сергиев Посад, Химки, Казань, Ростов-на-Дону, Ставрополь, Краснодар, Махачкала, Подольск.
- 2010 г. – модернизирована система управления и визуализации главного конвейера и пресса в Сергиево-Посадском р-не.
- 2012 г. – введен в эксплуатацию в Сергиево-Посадском р-не участок приготовления пропиточных растворов.
- 2013 г. – запуск Игоревского ДОКа после установки нового оборудования и модернизации цеха ДСП.
- 2013-2014 гг. - открытие официальных представительств в городах: Балашиха, Нижний Новгород, Пятигорск, Пенза, Ульяновск, Саратов.
www.ruslaminat.ru
ДСП: поизводство, ламинирование и облицовка
Дефицит натуральной древесины для производства недорогой мебели стал причиной появления в середине прошлого века древесно-стружечных плит. Этот относительно дешевый вид пиломатериалов сегодня известен каждому домовладельцу.
Европейские страны в 40 годах прошлого столетия использовали для изготовления мебели фанеру и дерево, но столкнулись с подорожанием и недостаточными поставками этих материалов на свои фабрики. Немецкий инженер Макс Химмельхебер несколько лет работал над созданием прочного и доступного по цене композитного материала. По разработанной им технологии, для создания ДСП использовали древесные опилки и фенольные смолы.
ГОСТ 10632 89 регламентирует содержание свободного формальдегида в 100 гр. плиты ДСП класса Е1 – до 10 мг, класса Е2 – до 30 мг.
Производство состоит из нескольких этапов:
- производство опилок;
- сортировка и просушка сырья;
- соединение стружки с клеем;
- формирование ковра;
- горячее прессование плит;
- охлаждение;
- шлифовка и раскрой;
- упаковка.
- Получение стружки
Для опилок используют любые отходы пиломатериалов. Неделовая древесина освобождается от коры, режется на метровые отрезки и помещается в бассейн для гидрообработки. Стружка в станках нарезается параллельно древесным волокнам из полуметровых отрезков. Более половины в составе ДСП составляет крупная стружка, из нее формируют средний из трех слоев. Наружные слои состоят из более мелкой стружки высокого качества. Нарезанная стружка поступает в специальные мельницы, где молотками расщепляется по ширине и становится более гладкой.
- Сушка
В специальные бункеры для сбора стружки поступают опилки и с деревообрабатывающих предприятий. Для просушивания стружка поступает по транспортеру в установку, где перемешивается и продувается горячим воздухом. Крупные частицы отделяются от нормальных и возвращаются в измельчитель.
- Формирование ковра из стружки и клея
Сухая стружка дозировано поступает в смеситель, туда же подается клей – синтетическая смола. Чтобы клей равномерно покрывал стружку, его распыляют с помощью сжатого воздуха. Стружка, покрытая клеем располагается на вибрирующий транспортер.
- Прессование и охлаждение
Формирование ковра происходит на четырех холодных прессах:
- нижний слой ковра формируется в первом;
- второй и третий пресс формируют второй слой из крупной стружки;
- в четвертом прессе образуется третий, наружный слой ковра.
Далее ковер из трех слоев попадает на уплотняющий пресс, толщина композита уменьшается втрое. Разогретый и увлажненный ковер поступает под горячий пресс. Температура в камере составляет 150 градусов Цельсия, а давление – 20 кг на каждый квадратный сантиметр ковра.
Влага, быстро испаряясь под давлением, образует паровой удар. Пар проникает в каждый слой ковра, сокращая его пребывание под прессом.
Когда процесс прессования заканчивается, горячая плита охлаждается потоком холодного воздуха. Готовая плита подвергается шлифовке.
Ламинированная ДСП (ЛДСП)
Благодаря ламинированию плита получает облицовку и не нуждается в дальнейшей отделке. Процесс ламинирования непрост и состоит из нескольких этапов:

- подготовка поверхности и бумаги;
- создание пакетов;
- ламинирование под прессом.
Подготовка
Отшлифованная поверхность плиты шпаклюется и подвергается шлифовке вновь. Для ламинирования используется сульфатная, сульфитная и отделочная бумага. Она может быть однотонной или имитирующей поверхность дерева. Метод глубокой печати позволяет получить трехцветный рисунок. Перед ламинированием бумагу пропитывают смолами на специальных станках. Смолы впитываются в бумагу, полностью удаляя воздух с ее поверхности. Начала вязкая жидкость покрывает одну сторону бумаги, воздух выходит с другой стороны, потом бумага погружается в смолистое вещество полностью. Пропитанную смолой бумагу сушат в конвекционной камере.
Создание пакетов
Перед загрузкой в пресс формируется пакет из следующих слоев:
- лист ДСП;
- бумажная основа в виде больших листов с обеих сторон листа;
- декоративный и отделочный слои укладываются только на лицевую сторону листа;
- листы металла.
В установку для ламинирования загружают несколько пакетов, между ними прокладывают асбестовые прокладки.
Ламинирование плит ДСП под прессом
Плиты в пакетах укладывают под гидравлический пресс, где в течение 15 минут они подвергаются воздействию температуры 135-210 градусов Цельсия, а давление в установке – 25-28 мПа.
Ламинирование на разных предприятиях производят по двум технологиям:
- с применением водяного пара;
- без пара.
Завершает процесс охлаждение, упаковка, складирование.
Другие способы облицовки
Каширование – то же ламинирование, но происходит проще и быстрее. Поверхность плиты покрывается клеем, на нее укладывается бумага, пропитанная смолами, разравнивается вальцами. После этого плита отправляется под холодный или горячий пресс.
Поверхность ДСП покрывают пленками из ПВХ, но такая облицовка больше подвержена механическим повреждениям. Еще один вид облицовки – покрытие натуральным шпоном, процесс аналогичен кашированию.
Все плиты ДСП кажутся одинаковыми, но они подразделяются на виды и сорта, могут быть огне- и водостойкими. Плиты относительно недороги, имеют гладкую поверхность, прочны: не усыхают и не скручиваются, поэтому являются универсальным материалом для производства мебели.
Видеоматериал "Производство мебельного ДСП":
derevo-s.ru
Производство ДСП оказывается весьма прибыльным при наличии дешевого исходного сырья
На сегодняшний день производство ДСП является весьма выгодным направлением деятельности, поскольку этот практичный, экономичный и легкий в обработке материал широко востребован среди широкого круга потребителей. Особым спросом ДСП пользуется у предприятий, занимающихся мебельным производством или строительством – из него изготавливают мебель, стеновые панели, полы, перегородки, а также используют для обшивки стен, крыш или декорирования интерьеров. Древесно-стружечные плиты успешно заменяют массив дерева, и практически ничем не уступая ему по внешнему виду, имеют более низкую стоимость.
Исходным сырьем для производства этого материала выступают отходы деревообработки и лесопиления, которые на специальных станках измельчают до состояния стружки, а затем склеивают термопрессом, добавляя связующее вещество. Обычно хорошие бревна в процессе производства ДСП почти не используются, что никак не влияет качество готового материала. Даже используя древесину малоценных пород, щепы, опилки, сучья, горбыли, мелкие ветки, на выходе получают плиты с отличными эксплуатационными характеристиками, а прочность и долговечность материала удается повысить с помощью антисептических и других добавок.
Технологии и оборудование для производства ДСП
Процесс производства ДСП плит включает в себя несколько этапов. Если используется круглая низкокачественная древесина, то на подготовительном этапе её очищают от коры, распиливают на части и помещают в бассейн с водой, где осуществляется гидротермическая обработка деревянного материала. После этого чурки отправляются на станки с ножевым валом, которые превращают их в стружку, нарезая параллельно древесным волокнам. Другой способ получения стружки – из щепы.
Подготовительный цех оснащается рубильными машинами и стружечными станками, которые и позволяют получать технологическую щепу, необходимую для дальнейшего производства ДВП и ДСП. Необходимо помнить о том, что качество склеивания ДСП напрямую зависит от формы и размера стружки, которые задаются заранее. Дело в том, что древесно-стружечная плита обычно состоит из трех слоев: для среднего слоя используется более крупная фракция, для наружных – мелкая стружка. Также стружка должна иметь одинаковую толщину, ровную поверхность, быть тонкой и плоской – при воздействии давления и высокой температуры эти факторы оказываются очень важны.
Мягкая стружка, имеющая небольшую толщину, более эластичная и лучше прессуется. Кроме того, сечение стружки не должно быть квадратным, в противном случае физико-механические характеристики древесно-стружечной плиты резко снижаются. Кстати, для большинства линий по производству ДСП, собранных еще в советское время, проблема "квадратной стружки" стоит очень остро. Современное оборудование для производства ДСП позволяет изготавливать однослойные плиты, с более равномерным распределением стружки – от более крупной в середине, до мелкой – по краям.
После стружечного станка материал попадает на дробилку, где уменьшается его ширина, или на молотковую мельницу, благодаря чему стружка становится более тонкой и гладкой. Особенно важна последняя операция для производства ламинированного ДСП, качество которого несколько выше, чем обычного. Поскольку крупную и мелкую щепу необходимо обрабатывать с разной скоростью, измельчение разных фракций происходит раздельно. Далее измельченная до нужного размера стружка собирается в бункеры.
Для хранения сырой стружки используют специальные бункеры, из которых механическими или пневмотранспортерами она подается на сушилки. Сушат материал до тех пор, пока его влажность не достигнет 4-6% для внешних слоев и 2-4% для внутреннего. Сушилки представляют собой конвективные агрегаты, как правило, барабанного типа, работающие на газе или мазуте. Температура в топке может доходить до 900 - 1000°, на выходе же она значительно ниже – 90 - 120°. Поднятые горячим воздухом частицы стружки попадают в циклонную установку – там более крупные частицы отсеиваются и возвращаются обратно на мельницу для доизмельчения.
Сухую стружку просеивают и сортируют с помощью вибросит. Процесс сортировки имеет особе значение, ведь именно на этом этапе происходит разделение сырья для изготовления внутреннего и наружных слоев ДСП. Однородная стружка без посторонних включений – залог того, что поверхность готовой древесно-стружечной плиты будет гладкой, а склейка – более прочной.
Согласно технологии производства ДСП, частицы стружки склеиваются между собой с помощью особого клеевого материала – синтетической мочевиноформальдегидной смолы. Соединение стружечной смеси со связующим составом осуществляется в смесителях непрерывного действия. Распыление клеевого состава в этих агрегатах происходит через форсунки, каждая из которых связана с дозировочным насосом. Сложность операции в том, что смолой должна быть покрыта каждая частица. При недостаточном осмолении отдельные стружки не склеиваются, а при излишнем – качество готовой плиты ухудшается, да и расход клеевого состава увеличивается.
Формирующие машины, в которые осмоленная стружка направляется ленточными или скребковыми транспортерами, укладывают материал в специальные формы – поддоны . Стружечный ковер имеет определенную ширину и толщину и при его формировании насыпка должна осуществляться равномерно. Непосредственно склеивание плит ДСП происходит в термопрессах. При этом считается, что плиты, изготовленные плоским способом прессования имеют более высокую механическую прочность, чем плиты, спрессованные экструзионным способом. Линии прессования могут быть одно- и двухэтажными. Последние отличаются высокой производительностью и позволяют одновременно прессовать до 22 ДСП.
Следующий этап – обрезка готовых плит до требуемого размера. Различают два способа обрезки – горячий и холодный. Готовые ДСП подвергают финишной обработке, в процессе которой шлифуется поверхность плиты и её торцы. Если предполагается использование ДСП в строительстве, то на этом работа заканчивается, а плиты отправляются в продажу. Если же ДСП необходимы для производства столешниц или мебели, то они должны быть облицованы различными декоративными покрытиями. Надо сказать, что в плане технологии мини производство ДСП практически ничем не отличается от производства, которое осуществляется на крупных предприятиях, основная разница – в объемах готового материала.
В России производство ДСП начало активно развиваться с середины прошло века. При этом, несмотря на появление современных технологий, часть отечественных предприятий, особенно имеющих небольшое производство,до сих пор продолжает выпускать плиты низкого качества, содержание вредных веществ в которых значительно превышает все допустимые нормы. Зарубежные заводы по производству ДСП уже давно предлагают потребителям безопасные для здоровья древесно-стружечные плиты класса "Super E", чего, к сожалению,не скажешь о нашей стране. Поэтому к покупке мебели из ДСП, особенно для детской комнаты, стоит подойти со всей серьезностью. Это именно тот случай, когда лучше переплатить, но сократить возможные негативные последствия.
promplace.ru