Автоклавный газобетон: производство, сфера применения, особенности материала. Технология производства газобетона автоклавного
Автоклавный газобетон: характеристика, технология, производство

Первостепенная задача каждого застройщика заключается в правильном выборе строительного материала. Из всего разнообразия, представленного на рынке, хорошо зарекомендовал себя искусственный камень — автоклавный газобетон, который является разновидностью ячеистых бетонов (пенобетона, газопенобетона). Учитывая то, что материал набирает популярности в частном строительстве, стоит разобраться, что это такое, и какими свойствами обладает. Также, необходимо знать, чем отличается неавтоклавный газобетон.
Характеристики
Блоки из ячеистого бетона имеют пористую структуру, которая образуется за счет наличия сферических пор. Размеры воздушных частиц составляют от 1 до 3 мм. Качество строительного материала напрямую зависит от равномерности распределения пор по всему объему камня и их закрытости.
Сырьевой состав газобетонов, производимых автоклавным и неавтоклавным способами, полностью идентичный. Смесь содержит следующие компоненты:
- Вяжущие вещества — портланд цемент М300-М400, негашеная известь, гранулированный доменный шлак, зола.

- Твердые компоненты — кварцевый песок мелкой фракции, зола-унос.
- Порообразователи — алюминиевая пудра ПАП-1/ПАП-2 или паста, содержащие активный металл 90-95%.
- Вода очищенная, без наличия солей (ГОСТ 23732).
- Модификаторы и присадки (не являются обязательными компонентами, и добавляются для улучшения эксплуатационных характеристик материала).
Реакция по образования пор происходит не на этапе смешивания, а непосредственно в формах. Водород, выделяющийся в результате химической реакции, пронизывает всю залитую массу и обеспечивает формирование воздушных частиц практически одинаковой величины с равномерным их распределением. Несмотря на идентичность компонентов, присутствует разница: физико-химический состав искусственного камня меняется под воздействием высокого давления и влажности. Внутри камня происходят глобальные изменения по прочности. При затвердевании в естественных условиях прочность блоков значительно ниже.
Виды и сфера применения
Блоки из ячеистого бетона подразделяется на 3 категории:
- Теплоизоляционный,
- Конструкционный.
- Конструкционно-теплоизоляционный.
Автоклавный газоблок плотностью до 400 кг/м2 является теплоизоляционным и применяется для строительства малоэтажных домов в районах с очень холодным климатом. Искусственный камень плотностью 700 кг/м2 относится к конструкционному типу и предназначен для создания несущих конструкций и зданий высотой не выше 3-х этажей. Такой материал требует дополнительной теплоизоляции. Конструкционно-теплоизоляционные блоки плотностью 500 кг/м2 универсальные: обладают достаточно высокой прочностью и хорошей теплоизоляцией.
Благодаря малому весу строительные блоки выпускаются в увеличенных размерах. Длина составляет 625 мм, высота — 200, 250 мм, ширина — 100-400 мм. Большие параметры способствуют значительному ускорению возведения зданий, и упрощают кладку стен.
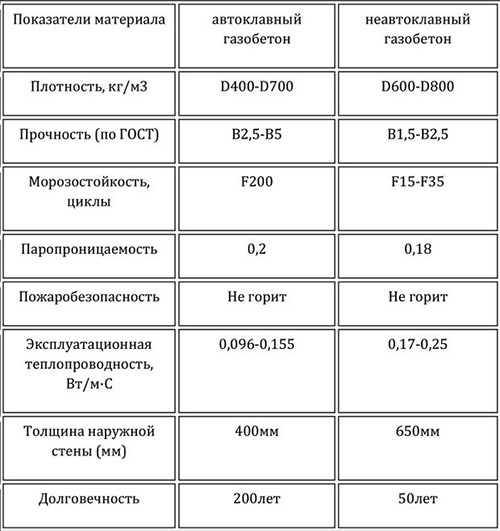
Отличия
В чем же заключаются основные отличия двух видов газобетонных блоков? Сравнивать материалы удобнее всего с помощью таблицы.

| Характеристики автоклавного газобетона | Характеристики неавтоклавного газобетона |
| Искусственный синтезированный камень. | Застывший раствор с порами естественным путем или с применением пара при нормальном атмосферном давлении. |
| Структура готового блока одинакова по характеристикам и свойствам в любой точке. | Свойства и характеристики отличаются в пределах одной партии. |
| Полностью отсутствуют усадочные деформации. Необходимая прочность достигается на этапе производства и автоклавирования. Показатель усадки не превышает 0,4 мм/м. | Показатель усадки в 10 раз больше — составляет до 5 мм/м. |
| Нарезка на блоки осуществляется на специализированном оборудовании с помощью струн. В результате такой механической обработки получаются стеновой материал идеальной геометрической формы. Размеры регламентированы ГОСТ. Допустимые отклонения составляют по длине — до 3 мм, по ширине — до 2 мм, по толщине — до 1 мм. Укладка искусственного камня осуществляется на клеевой раствор, который создает более тонкий слой, по сравнению с цементно-песчаным вариантом. Клеевой состав придает строению монолитности, повышает теплоизоляционные свойства и исключает образование «мостиков холода». Минимальный показатель отклонений способствует экономии кладочного клеевого состава. | Для изготовления блоков применяется разборная опалубка с ограниченными циклами использования. Допускаются значительные отклонения геометрических размеров — по толщине до 5 мм (ГОСТ 1989 года). Из-за большого разбега в геометрии:
|
| Блоки толщиной всего 40 см и плотностью D400-D500 обладают необходимыми требованиями по теплозащите и прочности. | Для обеспечения необходимой теплоизоляции без использования утеплителя толщина камня должна составлять около 65-70 см. Плотность ячеистого бетона минимум D700. |
| Морозостойкость, (циклы) — F20 | Показатель морозостойкости — F15 –F35 |
| Период эксплуатации — 200 лет. | Эксплуатационный период — 50 лет. |
| Прочность по ГОСТ — B2,5-B5 | Прочность по ГОСТ — B1,5-B2,5 |
| Высокие показатели экологичности. | Экологически чистый материал. |
Благодаря автоклавной обработке газобетон обладает улучшенными физико-техническими свойствами и внешним видом.

Технология
Высокое качество строительного материала может гарантировать только предприятие, имеющее специализированное оборудование, где производство проходит в строгом соблюдении технологических процессов на всех этапах. Технология производства автоклавированием предусматривает применение герметической камеры, где застывший раствор с порами придается термической обработке под высоким давлением. Такая технология позволяет получать строительный материал с улучшенными свойствами и характеристиками, которых невозможно добиться в обычных условиях. Изменения в структуре искусственного камня выполняются на молекулярном уровне. На современных заводах автоклавного газобетона продукция соответствует европейским стандартам качества.
Пропорции неавтоклавного и автоклавного продукта регламентированы и рекомендованы в следующем соотношении компонентов:
- Портландцемент — от 35 до 49%.
- Известь негашеная — от 12 до 26%.
- Силикаты кальция — примерно 2,6%.
- Хлорид кальция — от 0,18 до 0,25%.
- Пудра алюминиевая — от 0,06 до 0,1%.
- Вода несоленая, до получения 100% объема.
Процентное соотношение компонентов и состава устанавливается опытным путем. В зависимости от прочности и условий затвердевания, показатели варьируют в широком диапазоне. При использовании автоклавирования из продукта выводятся излишки влаги, и завершается процесс твердения.
Производство
Производство автоклавного газобетона проходит в определенной последовательности:
- Песок и вода соединяются, после чего частицы измельчаются в песчаный шлам.
- Далее поэтапно вводятся остальные компоненты — цемент, известь, поваренная соль. Время смешивания длится 5 минут и готовый раствор заливается в подготовленную опалубку, поверхность которой смазывается маслом.
- В форме происходит основной цикл химической реакции с участием высокодисперсного алюминия. В результате водородной реакции образуются пузырьки, вспенивающие раствор и создающие пористую структуру, занимающую до 80% всего объема. Бетонная масса увеличивается в объем, заполняя всю форму.
- Время дозревания и отвердения длится примерно 2—3 часа.
- Застывшая масса разрезается промышленными струнами на блоки соответствующих размеров.
- Финальная стадия обработки включает пропаривание заготовок в автоклаве при температуре 180—200° и под давлением не выше 1,2 МПа. Процесс кристаллизации продолжается на протяжении 12 часов.

Для того чтобы изготовить неавтоклавный газоблок в домашних условиях обязательно потребуется бетономешалка. Перед приготовлением компоненты взвешиваются в отдельных емкостях: на одну часть пудры алюминиевой берется 50 частей воды и добавляется стиральный порошок. Получившаяся смесь тщательно перемешивается до тех пор, пока на поверхности не останется металлических частиц. При заполнении форм следует учитывать особенности геометрии неавтоклавного бетона. Когда внутри продукта начинается процесс пенообразования, поверхности, не ограниченные опалубкой, вздымаются. Поэтому в верхней плоскости образуется так называемая «горбушка», размеры которой могут достигать 7% от общего объема блока. Такое вздутие обязательно удаляется.
Повышенный спрос на искусственный камень привел к образованию национальной ассоциации производителей автоклавного газобетона. На профессиональном уровне решаются проблемы отрасли, связанные с производством газобетона. Разрабатываются современные требования к качеству строительного материала.

Преимущества
Основные преимущества автоклавного газобетона заключаются в:
- экологичности — в составе нет вредных примесей;
- повышенной огнеупорности и способности удерживать процесс горения на протяжении 7 часов и более;
- низкой теплопроводности;
- точной и стабильной геометрии блоков, что позволяет создавать ровные и гладкие поверхности граней, оформлять наружные и внутренние углы;
- повышенной паро- и воздухопроницаемости, за счет чего стены зданий «дышат» и исключается образование конденсата;
- легком весе — как результат низкой плотности;
- устойчивости к влаге, воздействиям микроорганизмов и процессов гниения;
- обеспечении оптимального микроклимата в помещениях независимо от сезона.
К достоинствам газобетона автоклавного твердения относится наличие в составе минерального образования — тоберморита. Под воздействием высокой температуры и давления камень приобретает повышенную механическую прочность и безусадочность. Благодаря созданным условиям значительно ускоряется затвердение массы, что является важным моментом при крупномасштабном производстве.

Крепление в стенах навесного оборудования, мебели осуществляется при помощи специальных анкеров, выдерживающих до 350 кг.
Применение
Производство автоклавным способом значительно расширило область применения продукции из ячеистого бетона. Повышенным спросом пользуется материал у индивидуальных застройщиков. Возводятся коттеджи и малоэтажные дома из автоклавного газобетона, здания промышленного и коммерческого назначения.
Отзывы
Зная, чем отличаются материалы автоклавного и естественного отвердевания, проще делать выбор. Застройщики отметили такие особенности автоклавного газобетона:
- Простота обработки присутствует при возведении дома с арочными внутренними перегородками. Для выпиливания проемов на месте применялась обычная ручная пила, при этом края не осыпаются и на работу не уходит много времени. Недостатком является потребность в армировании.
- Отсутствуют проблемы при кладке и распиле. Для контроля уровня применяется обычный шнур. Из-за неправильного хранения блоки намокли даже от несильного дождя, но восстановили свой вес через 4 дня. Очень важно подготавливать площадку правильно.
- Проживание в доме из газобетонных блоков с толщиной стен в 600 мм достаточно уютно и комфортно. Очень тепло, что снижает расходы на обогрев помещений. В наружном утеплении отсутствует необходимость.
- Высокая цена материла и доставки. Но затраты компенсируется, за счет быстроты строительства, небольшого количества кладочного раствора и отсутствия дополнительной теплоизоляции.
Даже несколько отзывов позволяют понять, что лучше использовать автоклавные блоки, которые обладают улучшенными характеристиками.
betonov.com
Неавтоклавный газобетон: характеристики, технология производства
Газобетон, или искусственный камень, относится к легким ячеистым бетонам. Свое название они получили из-за наличия в структуре небольших сферических пор от 1 до 3 мм в диаметре, равномерно распределенных по всему объему. Замкнутые ячейки образуются в результате химической реакции между порообразователем, например, алюминиевой пудрой и водой. Их наличие и объясняет положительные технические характеристики газобетона, привлекающие строителей.

Оглавление:
- Технические параметры неавтоклавного бетона
- Процесс изготовления
- Как сделать газоблок в домашних условиях?
Существуют и другие технологии создания пор в структуре материалов, например, введение в цементно-песчаную смесь технической пены, которая приготавливается в соответственном агрегате. В результате получается не менее популярный неавтоклавный пенобетон. Далее будет рассмотрены его свойства и способы производства.
Характеристики и особенности
Автоклавы – это специальные печи, где согласно технологии создается повышенная температура и избыточное давление для спекания бетонной смеси. Изготовленный таким образом стройматериал называется автоклавным. Естественно, что для этого процесса необходимо наличие оборудования промышленного предприятия.
Неавтоклавный газобетон твердеет естественным путем под действием атмосферного давления. Иногда, особенно в первые сутки, на производстве создают повышенную температуру для лучшего «созревания». Технология изготовления не представляет трудности, поэтому этим можно заниматься дома самостоятельно. Тем более что по цене газобетонные блоки своими руками обойдутся более чем на 30 % меньше заводских, без учета транспортных расходов.
Правда, бюджетность этого стройматериала сопровождается характеристиками, уступающими искусственному камню, созданному в автоклавах. Речь идет о следующих свойствах:
- Небольшая прочность. Невозможно добиться автоклавной твердости, создавая газобетон своими руками в домашних условиях.
- Длительный период твердения.
- Отсутствие твердости влечет за собой значительную усадку неавтоклава: 2-3 мм против 0,3 автоклавного.
- Необходимость использования армопоясов в местах наибольшей нагрузки.
- Несовершенная поверхность, которая сказывается при возведении стен и требует дополнительных затрат.
Неавтоклавный и автоклавный газобетон отличаются друг от друга многими параметрами, но первый все-таки обладает преимущественными характеристиками, в том числе:
1. в его составе имеются только природные компоненты, которые не выделяют вредностей;
2. неподвластен воздействию влаги;
3. способен сохранять тепло;
4. обладает высокой звукоизоляцией;
5. огнестоек и сохраняет прочность при термических нагрузках и открытом огне;
6. экологичен и стоек к гниению;
7. оказывает противодействие микробным и грибковым образованиям;
8. имеет низкую стоимость производства;

9. легкий и удобный для механической обработки различными инструментами, при этом сохраняет значимые свойства, что облегчает прокладку через него коммунальных сетей;
10. значительные габариты блоков способствуют увеличению скорости монтажа;
11. возможность изготовления на полигоне рядом со строительной площадкой, что позволяет снизить расходы на транспортировку;
12. легкий вес избавляет от необходимости в подъемных механизмах, а это удешевляет стоимость строительного объекта;
13. возможность использования в качестве монолитного бетона;
14. стойкость при землетрясениях.
Производство неавтоклава обходится без больших затрат электроэнергии, а стоимость базового оборудования вполне приемлема даже для частного лица, планирующего изготавливать этот материал своими силами.
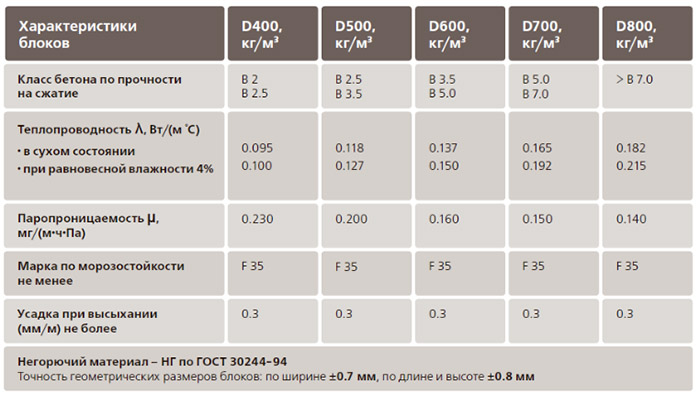
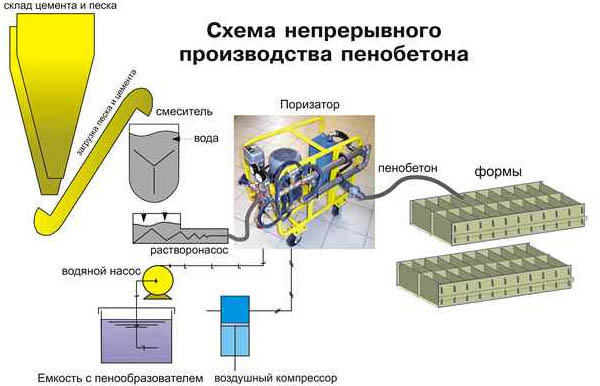
Схема производства
В состав базовой линии для изготовления неавтоклавного ячеистого бетона входит следующее оборудование:
- смеситель для ручной загрузки компонентов, который передвигается вдоль поддонов на колесах;
- поддоны-формы, куда разливается готовая смесь;
- борта для форм, легко снимающиеся с поддонов;
- специальные пилы для удаления горбушки и нарезания блоков.
Кроме этого при покупке поставляется информационная документация: чертежи, инструкции, руководство по эксплуатации, схема работы.
Схематично технологический производственный процесс выглядит таким образом:
| Дозированный цемент | Просеянный и взвешенный песок | Определенное количество воды с температурой 40–50°C | Дозированный порообразователь – алюминиевая суспензия (вода, пудра, синтетическое моющее средство) |
| ↓ | |||
| Поступают в смеситель для перемешивания | |||
| ↓ | |||
| Смесь заливается в поддоны-формы | |||
| ↓ | |||
| Подъем, созревание смеси и предварительный набор прочности около 2-х часов | |||
| ↓ | |||
| Удаление горбушки пилой | |||
| ↓ | |||
| Освобождение поддонов от бортов (распалубка) | |||
| ↓ | |||
| Нарезание блоков из массива | |||
| ↓ | |||
| Прогревание теплоизолирующим колпаком разрезанных блоков 6-10 часов | |||
| ↓ | |||
| Перенос блоков на транспортный поддон, упаковка, отправление на склад | |||
| ↓ | |||
| Очистка смазка, установка бортов на освободившуюся форму для подготовки к следующей заливке | |||
Согласно инструкции песок и цемент вначале отмеряют, а затем загружают. Суспензию предварительно готовят в небольшом объеме, смешивая компоненты дрелью с насадкой.
Количество и состав оборудования зависит от мощности, которою определяет заказчик. Также, при желании, можно к базовой комплектации купить вспомогательные технологические элементы за дополнительную стоимость (весы, колпаки, водонагреватель и прочее).
Как сделать в домашних условиях?
Будущему хозяину небольшого дома изготовить такой газобетон самому очень привлекательно, с точки зрения экономии стоимости строительства. Правда, для получения нужных характеристик необходимо иметь помощников, соответствующее оборудование (хотя бы бетономешалку, формы для заливки, резательные струны), четкое соблюдать этапы, грамотно дозировать ингредиенты.
Для получения газобетона марки D600 нужно придерживаться следующих пропорций состава:
- портландцемент ПЦ500 D0 – не менее 65 %;
- очищенного песка должно быть 30 %;
- известковой муки – 5–10 %.
Разброс в содержании последнего компонента объясняется цветовым предпочтением. Большее количество извести дает более светлую окраску. Еще добавляется алюминиевая пудра до 0,48 % для выделения водорода, образования пены и, в дальнейшем, получения сферических пор в готовом ячеистом бетоне.
Количество необходимого материала, чтобы своими руками сделать 1 м3 неавтоклавного искусственного камня представлено в таблице:
| Чистая питьевая вода | 250 – 300 л |
| Мелкий, до 2 мм чистый песок | 250 – 350 кг |
| Цемент марки M500D0, M400D0 | 260 – 320 кг |
| Алюминиевая пудра | 0,5 – 0,7 кг |
| Смазка для контейнеров | 0,3 – 0,5 кг |
| Добавки для улучшения характеристик, в том числе прочности | 1– 3 кг |
Пошагово этот процесс будет выглядеть так:
- Тщательное взвешивание сухих компонентов.
- Замешивание ингредиентов в бетономешалке с добавлением предварительно подготовленной алюминиевой эмульсии.
- Заливка полученной смеси в контейнеры до половины, так как масса увеличивается в объеме из-за образования ячеек. Заполненные формы должны находиться на защищенной от непогоды территории.
- Через 6–8 часов снятие горбушки массива металлическим прутом или специальной пилой.
- Через 12 часов полуготовые блоки извлечь из контейнеров и оставить на 48 часов на ровной поверхности набирать твердость.
- Через 28 суток газобетонные блоки будут готовы для эксплуатации.
Очевидно, что для изготовления блоков бетона лучше применять спецоборудование, которое обеспечит отличное качество, и процесс займет меньше времени. А аренда агрегатов, даже для личного домостроения, ненамного увеличит стоимость искусственного камня.
stroitel-lab.ru
Газобетон неавтоклавный - состав и производство

Неавтоклавный газобетон
Выбор строительного материала для стен является наиболее сложным, ведь от этого зависит не только скорость строительства, но и в будущем — долговечность конструкции, ее прочность и комфортность пребывания. Газобетон неавтоклавный уже давно не является новинкой на рынке, производится он на протяжении длительного времени и, не смотря на появление более современных изделий, по-прежнему, не теряет популярность.
Содержание статьи
Обзор основных качеств материала
Рассмотрим основные свойства и качество газобетонного блока неавтоклавного твердения, опираясь на требования ГОСТ, СНиП и результаты испытаний продукции. Проанализируем технологию производства и выясним: будет ли правильным выбор данных изделий в качестве основного материала для возведения стен.
Что такое газоблок неавтоклавного твердения и его сфера применения
Неавтоклавный блок сделан из того же вспененного бетона, но при условии естественного твердения.
Сфера применения у него достаточно широкая:
- Изделия используют при малоэтажном строительстве для возведения несущих стен и перегородок;
- Также применяют в качестве заполнителя каркаса из железобетона при формировании высотных зданий;
- Использование неавтоклавного газобетона актуально при теплоизоляции и армировании.

Возведение стены из неавтоклавного газобетона, фото
Состав газобетона неавтоклавного характеризуется наличием следующих компонентов:
- Цемент;
- Песок;
- Гипс, зола или мел;
- Вода;
- Алюминиевая пудра в качестве порообразователя;
- Химические добавки, ускоряющие процессы газообразования и твердения.

Алюминиевая пудра
Газобетон, в зависимости от плотности, различают:
- Теплоизоляционный;
- Теплоизоляционно-конструкционный;
- Конструкционный.
Рассмотрим, как плотность блока влияет на его основные показатели.

Кварцевый песок
Таблица 1. Характеристики неавтоклавного газобетона в зависимости от плотности:
| Наименование показателя | Значение для неавтоклавного теплоизоляционного газобетона | Значение для неавтоклавного конструкционного газобетона |
| Теплопроводность ккал/м. ч. Гр. | 0,07-0,16 | 0,17-0,33 |
| Паропроницаемость | — | 0,16-0,25 |
| Водопоглощение | — | 8,5-9 % |
| Усадка | — | 0,033 % |
| Прочность на сжатие кг/см2 | 10-29 | 30-70 |
| Огнестойкость | ||
| Масса в сухом состоянии кг/м3 | 350-590 | 600-1600 |
Преимущества и недостатки строений, возведенных из неавтоклавного газобетона
К преимуществам неавтоклавного газобетона можно отнести:
- Малый вес изделий, в сочетании в достаточно неплохим показателем прочности.
- Низкий коэффициент теплопроводности, способен гарантировать высокий уровень сохранения температуры в здании.
- Простота в обработке, облегчит задачу возведения стен, и повысит скорость строительства. Изделия легко поддаются резке любым пригодным для этого инструментом. Дом из неавтоклавного газобетона, под силу построить практически каждому.
- Материал экологически чистый, не горит и обладает устойчивостью к биологическому воздействию.
- Еще одним достоинством является возможность изготовления блока своими руками. Технология производства достаточна проста и не требует приобретения дорогостоящего оборудования.
- Показатели значений паропроницаемости и звукоизоляции, также находятся на должном уровне.
- Морозостойкость достигает 50-70 циклов, что, несомненно, неплохой результат.
Относительно невысокая цена на продукцию. Данный факт также можно отнести к плюсам изделий.

Неавтоклавный газобетон
Отрицательные стороны представлены также в немалом количестве, их гораздо больше, нежели у автоклавного газобетона и сводятся они к следующему:
- Материал достаточно хрупкий, и крошится от механических воздействий
- Требуемая толщина стены – от 65 см, что не позволит сэкономить на строительстве, а, скорее, наоборот (блоки придется укладывать в два ряда).
- Повышенный уровень усадки, составляющий от 1 до 2-х мм. Следствием может стать нарушение не только внешних характеристик, но и эксплуатационных качеств здания и свойств материала.
- Широкое распространение мелких кустарных производств, также следует отнести к минусам. В связи с этим, шансы на приобретение некачественной продукции значительно возрастают.
- Наличие геометрических отклонений в силу несовершенства оборудования и влияния человеческого фактора во время изготовления.
Обратите внимание! Вышеуказанный факт может существенно отразиться на расходе клеевого состава при укладке блока и скорости строительства в целом
Высокий уровень влагопоглощения губительно сказывается на изделиях, разрушая их структуру и снижая показатели качества свойств.
Усложненность отделки, в основном, за счет вышеуказанного недостатка и пониженной адгезии основания стены из газобетона с отделочными материалами. В результате, у строителей возникают дополнительные расходы, например, на составы грунтовки, специализированные дорогостоящие смеси, армирование.
Сравнение изделий с другими, схожими по свойствам, материалами
Автоклавный газобетон – особенный материал, однако во многом он имеет сходства с другими изделиями, предназначенными для возведения стен. Рассмотрим подробнее при помощи таблицы.
Таблица 2. Сравнение неавтоклавного газобетона:
| Наименование материала | Теплопроводность | Морозостойкость, циклов | Усадка | Прочность | Водополощение | Толщина стены (минимальная) |
| Газобетонные блоки неавтоклавные | До 0,2 | 35-75 | 1-2 мм/м2 | 25-45 | До 20% | 0,6 метра |
| Пенобетон | 0,14-0,22 | От 35 | 0,4 мм/м2 | 15-25 | 10-16% | Минимум – 0,6 м |
| Кирпич | 0,5 | 100 | 6-13% | 100-200 | 12-15 % | Минимум 1,2 м |
| Полистиролбетон | 0,1-0,2 | От 35 | 0,33 мм/м2 | 20-30 | 10-15% | От 0,5 м |
| Керамзитобетон | 0,4-0,8 | От 50 | 0,3-0,5 мм/м2 | 25-35 | 10-15% | От 0,5 м |
| Дерево | 0,14 | От 30 | Около 10% | — | 20-25% | Минимум – 0,5 м |

Внешнее отличие газобетона от других стеновых материалов
Отличительные особенности неавтоклавного газобетона от блоков автоклавного твердения

Автоклавный газобетон и неавтоклавный: отличия
А теперь давайте разберемся: в чем же заключается отличие автоклавного газобетона от неавтоклавного?
Одним из основных является, разумеется, сам способ твердения. Дело в том, что два этих типа блока подвергаются сушке при различных условиях, что, как следствие, влияет на числовой показатель свойств и характеристик.
Газобетон синтезного метода твердения, на последнем этапе производства помещают в автоклав, где он находится под воздействием высокой температуры и давления. В свою очередь, неавтоклавный газобетон твердеет при естественных условиях.
Следствием данного различия и некоторых нюансов производства, является несовпадение многих показателей, однако частично свойства все же схожи:
- Морозостойкость автоклавного бетона может достигать 100, а иногда и 150 циклов, в тоже время неавтоклав, таким высоким значение похвастаться не может — максимальный, обещанный производителями, порог достигает 70 циклов замораживания и оттаивания.
- Газобетон гидратационного твердения (неавтоклавного) больше подвержен усадке. Следствием этого, может стать появление трещин на кладке и поверхности, покрытой штукатуркой. Процесс этот объясним особой обработкой автоклава, во время которой он начинает набирать прочность прямо на стадии изготовления.
- В числовом выражении, усадка неавтоклавного газобетона составляет до 1,5 мм/м2, а автоклавного всего 0,3 мм.
- Коэффициент теплопроводности хорош у обоих типов. Однако толщина стены при одинаковых показателях двух блоков будет разной и отличаться примерно на 20-25 см, не в пользу неавтоклавного изделия.
- Звукоизоляционные характеристики также схожи, как и способность к паропроницанию.
- Оба материала могут стойко противостоять огню, и находиться под воздействием разрушительно воздействия высокой температуры до 2-х часов.
- Также, являясь изделиями экологически чистыми, они не наносят никакого вреда окружающей среде.
- Стоит обратить внимание на то, что геометрия автоклавного блока значительно выигрывает. Максимально допустимые отклонения, в соответствии с ГОСТ, не должны превышать 3 мм по длине, 2 – по ширине и 1 мм – по высоте. У неавтоклавного блока, данные показатели достигают в числовом выражении следующих значений: 5 мм – по длине, 4 мм – по ширине и 2 – по высоте.
В следствие этого, толщина кладочного слоя раствора или клея будет отличаться, как и скорость строительства.
- Изделия имеют и внешние отличия, основное из которых заключается в цвете: блок гидратационного твердения – серый, а автоклав – белый.
- Одним из важнейших различий, является прочностная характеристика. При плотности блока равной Д500, марка автоклавного газобетона, по требованию ГОСТ, должна соответствовать показателю 3,5. У неавтоклава это значение едва достигает половины.
- Завершим сравнение указанием на факт различия в основном вяжущем компоненте: для неавтоклавного газобетона это всегда – цемент, а путем автоклавирования получают известь содержащие газосиликатные блоки.
Требования технической документации к последнему, разумеется, ниже. И это касается не только прочности, но и других качеств. А теперь, для наглядности, проанализируем вышеперечисленные свойства в виде таблицы:
Таблица 3. Сравнение: автоклавный газобетон и неавтоклавный газобетон:
| Наименование свойства | Значение у автоклава | Значение у неавтоклава |
| Морозостойкость, циклов | 50-100 (иногда до 150) | 25-75 |
| Теплопроводность | 0,1-0,14 | До 0,12 |
| Усадка | 0,3 мм/м2 | 1-2 мм/ м2 |
| Толщина стена | Минимум 40 см | Минимум 65 см |
| Защитная отделка | Нуждается | нуждается |
| Марка прочности | 1,5-3,5 | 1-2,5 |
| Стоимость за м3 | Дороже | Дешевле автоклавного газобетона |
| Выбор среди ведущих производителей | Достаточно широк | Не так распространен, более характерен для кустарногои домашнего производства |
| Сложность производства | При наличии автоматизированной линии или конвейера, сложностей не возникает, участие человека минимизировано | Процесс отнимает немало времени, нуждается в трудозатратах |
Проанализировав вышеуказанное, наверняка, становится риторическим вопрос: что лучше автоклавный или неавтоклавный газобетон.
Анализ технологического процесса
Теперь рассмотрим, что представляет собой производственная технология неавтоклавного газобетона? Какие материалы и оборудование используются при изготовлении, и как влияют технологически верные пропорции сырья на конечный результат качества изделий.
Необходимое оборудование и материалы
Сразу стоит обратить внимание на то, что изготовление неавтоклавного газобетона, не смотря на большую популярность автоклавного, по-прежнему, производится на некоторых предприятиях. Соответственно, набор оборудования для домашнего использования и для заводского, будет разниться.
Для полноценного производства понадобится наличие следующих машин и станков:
- Газобетоносмеситель;
- Форма для блока;
- Станок для резки блочного массива;
- Ручной дозатор;
- Мерная емкость;
- Поддоны для блоков.
При объемном производстве, могут понадобиться также средства транспортировки. Рецептура на неавтоклавный газобетон содержит перечень определенного набора материалов.
Содержание его следующее:
- Вода — она должна соответствовать ГОСТ 23732-79 «Вода для бетонов и растворов». Обычно используется простая водопроводная.
- Цемент, соответствующий требованию ГОСТ 10178-85. Марка должна быть не менее 400
- Требования к песку определены ГОСТ 8736-93. В большинстве случаев используют кварцевый.
- Наполнители могут быть следующими: мука известковая ГОСТ 26826-86, мука доломитовая ГОСТ 14050-93, золошлаковая смесь ГОСТ 25592-91, зола с тепловых станций ГОСТ 25818-91, шлакигранулированные ГОСТ 3476-74 ,минеральный порошок ГОСТ Р 52129-2003.
- Газообразователь – алюминиевая пудра ГОСТ 5494-95.
- Применяются также поверхностно-активные вещества в виде: стирального порошка, сульфонола или обычного хозяйственного мыла.
- Для ускорения твердения и порообразования, применяют каустическую соду, или едкий натриевые, схожие по свойствам, добавки.

Мука известковая
Поэтапное описание хода работ при изготовлении
Классическая технология производства газобетона неавтоклавного содержит в себе следующие этапы:
- Первым делом производится подготовка форм: смазка их специализированной эмульсией для облегчения выемки изделий. Замешивается раствор в соответствии со всеми требованиями к пропорциям.
- Готовая смесь заливается в формы и выстаивается.
- Далее осуществляют удаление излишков и резку блочного массива.
- Блоки выдерживают до состояния, пригодного для распалубки, после чего изделия перемещают на деревянные поддоны.
Теперь рассмотрим подробно каждый из этапов при помощи таблицы.
Таблица 4. Производство газобетона неавтоклавного: поэтапная инструкция процесса изготовления.
| Подача цемента | Осуществляется в дозирующий бункер вручную. Доза цемента контролируется при помощи датчиков. По достижению нужного количества, бункер опрокидывается и цемент попадает в скиповый подъемник, а точнее в его банку. |
| Подача песка | Происходит по аналогии с цементом |
| Подача воды | Жидкость нагревается до 40 градусов и отправляется в промежуточный дозатор. Он содержит достаточно широкую горловину, которая позволяет быстро переливаться воде в основной смеситель для смешивания с остальными компонентами. |
| Добавление порообразователя | Чаще всего используют алюминиевую пудру. Дозирование производят при помощи мерного сосуда. |
| Смешивание компонентов | Первой в смеситель попадает вода. Предварительно его включают для образования воронки. Следом, туда отправляются сыпучие ингредиенты, а последними – химические добавки. После смешивания, смеситель передвигается ближе к формам. |
| Заливка в форму | Полученным раствором заполняют форму для блоков |
| Газообразование и первый этап твердения | Смесь выдерживают в форме до окончания процесса своеобразного брожения. После его завершения раствор начинает набирать прочность. |
| Корректировка и резка | По истечении нескольких часов, излишки раствора удаляются, а массив разрезается на блоки. Для этого используют ручной резательный аппарат, погрешность которого составляет 3 мм, гост неавтоклавного газобетона это позволяет. |
| Заключительный этап | Изделия накрывают теплоизоляционным материалом, и выжидают 6-8 часов. После этого, блоки перемещаются на деревянные поддоны, где остаются набирать техническую прочность в течение еще как минимум 3-х суток – летом и 7-ми – зимой. |
Обратите внимание! При домашнем производстве порядок работ остается тем же. Взвешивание компонентов производят вручную при помощи весов, а раствор разливают в формы определенного размера, после извлечения из которых, получается готовый блок. То есть резательный аппарат, с целью снижения затрат, не используется.
Видео в этой статье расскажет о процессе производства более подробно.
Основные итоги
Неавтоклавный газобетон достаточно популярный материал в строительной сфере. Однако при этом, по некоторым показателям, он значительно уступает газобетону синтезного твердения. В первую очередь, это заключается в более низком уровне морозостойкости, прочности и повышенной способности к усадке.
Производство данных изделий не вызывает значительных трудностей. Но при домашнем изготовлении процесс выпуска требует особой внимательности и отчасти — опыта. Так как неисполнение технологии и неправильное дозирование компонентов, может привести к отрицательным последствиям, в первую очередь, в отношении характеристик изделия и свойств.
Газобетон автоклавный и неавтоклавный имеют некоторые отличия. Это обосновано различным способом твердения и составом компонентов. Проанализировав основные свойства данных видов блока, сложно не согласиться с рекомендациями специалистов, советующими отдавать предпочтение именно автоклавным изделиям.
beton-house.com
Технология изготовления автоклавного газобетона | gazobeton.org
Газобетон – это легкий искусственный материал, полученный в результате твердения поризованной смеси, состоящей из гидравлических вяжущих веществ, тонкомолотого кремнеземистого компонента, воды и добавки газообразователя.
Для изготовления изделий из ячеистого бетона можно применять различные сырьевые материалы, но наибольшее распространение получили следующие:
- портландцемент ПЦ 400 – ПЦ 500, без активных минеральных добавок;
- известь негашеная кальциевая с содержанием CaO не менее 70%;
- кварцевый песок с содержанием кварца SiO2 не менее 85%, а глинистых примесей не более 3%;
- газообразователь алюминиевая пудра (паста) с содержанием активного алюминия не менее 80%.
Технологический процесс изготовления автоклавного газобетона включает в себя:
- прием и подготовку сырьевых материалов;
- приготовление газобетонной смеси;
- формование массивов газобетона;
- разрезку массивов на изделия;
- автоклавную обработку;
- упаковку изделий.
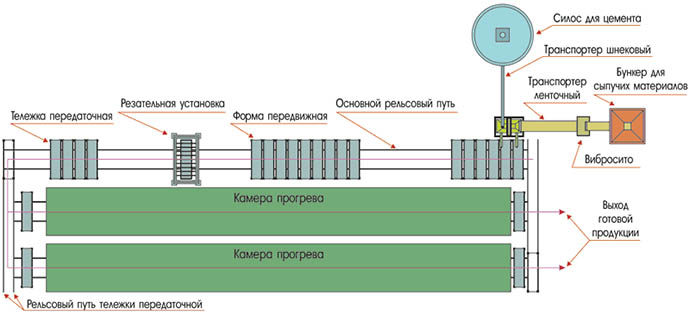
Сырьевые материалы могут поступать на завод различными видами транспорта (чаще всего автомобильным и железнодорожным). Хранение вяжущих предусматривается в специальных силосах. Количество и объем силосов выбирается в зависимости от мощности завода, удаленности от поставщиков материалов и вида транспорта.
Кварцевый песок выгружаются в приемный бункер, откуда по ленточному конвейеру поступает на помол для приготовления шлама. Помол производится в шаровых мельницах. Далее песчаный шлам транспортируется в шламбассейны, где гомогенизируется с помощью постоянного механического перемешивания.
Негашеная известь на предприятие поступает в тонкомолотом или комовом виде.
В первом случае, тонкомолотая негашеная известь хранится, по аналогии с портландцементом, в силосах и уже готова к употреблению. Во втором случае, если поступает комовая негашеная известь, на предприятии используется технология приготовления известково-песчаного вяжущего путем совместного сухого помола в шаровых мельницах извести и кварцевого песка.
Приготовление газобетонной смеси производится в дозаторно-смесительном отделении. Портландцемент, известь (известково-песчаное вяжущее), песчаный шлам, шлам из отходов резки, вода и алюминиевая суспензия дозируются в соответствии с установленной рецептурой в специальный смеситель, обеспечивающий высокую гомогенность смеси.
Процесс формования включает разгрузку (заливку) смеси из смесителя в форму и вспучивание смеси. Окончание процесса формования наступает после достижения максимальной высоты вспучивания смеси и прекращения активного газовыделения.
После вспучивания формы с газобетонной смесью выдерживаются на постах, желательно при температуре воздуха не менее +15-20oС до приобретения требуемой пластической прочности сырца. Для ускорения процесса набора первоначальной прочности формы со смесью могут выдерживаться в специальных термокамерах при температуре до +70-80oС. Время выдержки при использовании термокамер уменьшается.
После достижения сырцом пластической прочности 0,04-0,12 МПа (в зависимости от технологии) формы подаются на резательный комплекс. Газобетонный массив калибруется со всех сторон и разрезается проволочными струнами в продольном и поперечном направлениях на изделия требуемых размеров. Метод резки газобетонных массивов в полупластическом состоянии с помощью тонких проволочных струн хорошо зарекомендовал себя и на современных резательных машинах позволяет получать изделия точных размеров с отклонениями от номинальных до ±1,0-1,5 мм. Такая точность позволяет осуществлять кладку блоков на тонкослойную клеевую смесь вместо традиционного цементно-песчаного раствора.
Разрезанные на изделия массивы устанавливаются на автоклавные тележки и загружаются в автоклав. После полной загрузки автоклава начинается тепловлажностная обработка по определенному режиму, включающему плавный набор температуры и давления, изотермическую выдержку при температуре около 190°С и давлении 12 атм, плавный спуск давления и подготовка изделий к выгрузке.

Из компонентов CaO и SiO2, вяжущих материалов и кварцевого песка, а также воды, в условиях автоклавной обработки (высокое давление и температура) происходит образование новых минералов – низкоосновных гидросиликатов кальция, что предопределяет более высокие физико-механические характеристики автоклавного газобетона в сравнении с неавтоклавными ячеистыми бетонами (пенобетон, газобетон).
После завершения цикла тепловлажностной обработки изделия подаются на участок деления и упаковки, а затем на склад готовой продукции.
Основные моменты технологии производства блоков из автоклавного газобетона показаны на видео одного из участников ассоциации ВААГ:
www.gazobeton.org
производство, сфера применения, особенности материала
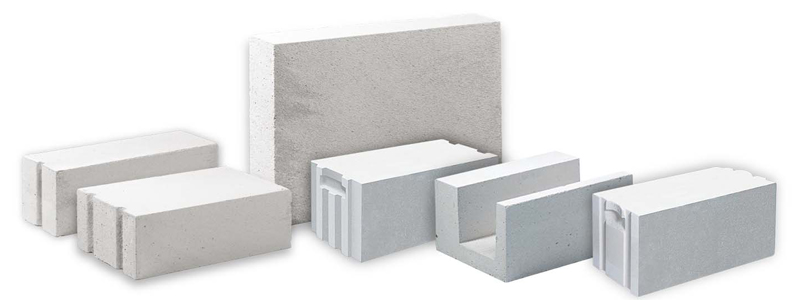
Данный вид пористого бетона уже долгое время находится в списке первых строительных материалов. Поэтому его изготовлением занимается много заводов и компаний. С развитием технологий можно встретить автоклавный газобетон разных форм, размеров и цветов.
Автоклавный газобетон состоит из трех основных компонентов:
- цемента;
- кварцевого песка;
- газообразователей.
Структура
В нем расположены поры размером до трех миллиметров.  Он считается разновидностью ячеистого бетона. Общее в бетонной смеси - вяжущая основа, наполнитель и вода. Газобетон можно классифицировать по типу вяжущего в основе, это может быть:
Он считается разновидностью ячеистого бетона. Общее в бетонной смеси - вяжущая основа, наполнитель и вода. Газобетон можно классифицировать по типу вяжущего в основе, это может быть:
- цемент;
- известь;
- шлак;
- газогипс.
Высокое распространение получил газобетон автоклавного твердения на основе цемента вместе с известью.
Чтобы добиться пористой структуры, в бетоне создается химическая реакция, в которой выделяется газ.  Для создания такого процесса используют алюминиевую пудру или пасту. Если нужно придать материалу специальные свойства, в его состав вводят дополнительные вещества.
Для создания такого процесса используют алюминиевую пудру или пасту. Если нужно придать материалу специальные свойства, в его состав вводят дополнительные вещества.
Способы изготовления
Получить автоклавный газобетон можно таким способом: негустая смесь бетона заливается в специальные формы на половину объема. Вместе с тем на него действует ударная нагрузка. При этом происходит выделение тепла за счет гашения извести. Температура автоклава увеличивается до 80 градусов.
После этого происходит реакция извести с алюминием, от которой выделяется кислород. За счет этого масса бетона поднимается до края формы. Давление, как и температура, увеличивается. Под действием этих величин твердеет цемент, поры при этом остаются, а внутри них уже воздух вместо водорода. Таким образом и происходит формирование бетонной структуры, поры в которой занимают до 80 процентов объема. Влиять на процент пористости можно путем изменения количества пудры алюминия.
Через пару часов отвердевшую массу достают из автоклава и производят нарезку на сегменты нужного размера. Затем готовые блоки отправляют снова в автоклав, где будет достигнуто полное отвердение только через 12 часов. При этом температурный режим должен быть не ниже 190 градусов при давлении в 1,2 Мпа.
Обычно в объеме бетона цемента не более 20%, причем чаще используют портландцемент.  В большем объеме автоклавный газобетон состоит из кварцевого песка (примерно 60%). Извести так же, как и цемента, не более 20%. Содержание алюминия может составлять не более одного процента.
В большем объеме автоклавный газобетон состоит из кварцевого песка (примерно 60%). Извести так же, как и цемента, не более 20%. Содержание алюминия может составлять не более одного процента.
Производители автоклавного газобетона на своих предприятиях добиваются того, что давление и температура делают из компонента специальный минерал – тоберморит. Именно за счет этого образования материал обладает высокой прочностью и не подвержен усадке. Еще важным моментом искусственных условий является то, что время на производство сокращается, что позволяет изготавливать большие партии.
Производственный цикл
Точность в структуре производственного процесса зависит от того, какой вид ячеистого бетона изготавливается. Общие процессы следующие:
- подготовка необходимого количества составляющих;
- приготовление смеси и введение в нее газообразователя;
- заливка в формы;
- удаление излишков смеси;
- выдержка по времени.
Размеры
Как и любой строительный материал, газобетон имеет стандартизацию.  Размеры таких блоков намного больше кирпичей. Все связано с меньшей массой. Блоки для строительства имеют размеры:
Размеры таких блоков намного больше кирпичей. Все связано с меньшей массой. Блоки для строительства имеют размеры:
- длина - 625 мм;
- ширина варьируется от 100 до 400 мм;
- высота - от 200 до 250 мм.
Естественно, что увеличенные размеры позволяют упростить и ускорить скорость их укладки. А незначительный их вес не послужит помехой для ручной работы с ним.
Производство автоклавного газобетона имеет огромное преимущество, и это форма блоков. Они имеют идеальную форму, углы и ребра которой ровные и гладкие. Размеры блоков даже со временем не меняются. Даже разные партии блоков имеют в своем размере незначительные погрешности – всего 1,5 мм. Для блоков самой низкой категории этот параметр может быть 3 мм, но в сравнении со всем блоком это показатель незначительный.
Свойства
Газобетон автоклавного твердения имеет незначительный вес при большом объеме – это самое главное положительное свойство такого материала. Удельный вес его составляет не более 700 кг/м³. Также благодаря способу производства в автоклаве прочность на сжатие значительно возрастает – до 50 кг/см².
Если менять пористость бетона, это может привести к изменению в теплопроводности и прочности. При увеличении ее прочность снижается, но увеличиваются теплоизоляционные свойства. Уменьшение данного показателя ведет к обратному эффекту.
Изменение пористости приводит к тому, что бетон разделяют на три основных класса:
- Теплоизоляционный. Плотность материала этого класса составляет 400 кг/м³. Его предназначение – районы с холодными климатическим условиями, но постройки из него можно сооружать невысокие.
- Конструкционный. Этот газобетон обладает самой высокой плотностью - 700 кг/м³. Применять его можно для постройки высотных зданий или для конструкций несущих сооружений. При применении в жилых домах его нужно покрывать дополнительным слоем теплоизоляции.
- Конструкционно-теплоизоляционный. Этот газобетон со средним значением плотности (500 кг/м³) получил широкое распространение, так как обладает и хорошей прочностью и достаточной теплоизоляцией.
Различия в производстве
Способа производства газобетона два: в автоклаве и без него. Существует газобетон автоклавный и неавтоклавный. Как понять разницу?
Оба вида имеют одну структуру производства - путем выделения газа в результате химической реакции.  Но это принципиально разные схемы. То, каким образом твердеют блоки, дает различия в свойствах ячеистого бетона.
Но это принципиально разные схемы. То, каким образом твердеют блоки, дает различия в свойствах ячеистого бетона.
Неавтоклавный газобетон в своем составе имеет большой процент портландцемента. Смесь его оставляют сушить естественным путем, без применения специальной печи – автоклава. Такой вид ячеистого бетона имеет минимальные затраты на производство. Но по своим свойствам он намного уступает газобетону, полученному с помощью печи.
Произвести в больших количествах такие блоки способен только крупный завод автоклавного газобетона, в то время как пеноблоки могут быть произведены даже на небольшом предприятии.
Преимущества
Его постоянство размеров позволяет проводить укладку блоков на раствор с минимальной толщиной (около 3 мм). Такое преимущество дает высокую степень защиты от внешней температуры. Так как раствор для кладки имеет меньшую степень защиты тепла, его незначительность будет только плюсом. Благодаря тому, что ребра и углы ровные, внешний вид кладки будет благородным.
Еще преимуществом может служить его податливость любому строительному инструменту. Блоки автоклавного газобетона можно строгать, резать, сверлить и коробить. В него с легкостью можно вкрутить шуруп или забить гвоздь.
Строительство дома из данного материала
Для человека, который только собирается строить дом, основными критериями отбора материалов будут служить их надежность, долговечность, экологичность и комфорт. В условиях проблем экономики немаловажен и критерий экономичности. Всем вышеизложенным признакам будет соответствовать такой материал, как автоклавный газобетон.
Это искусственный камень, но произведен он из натуральных компонентов. Микроклимат такого дома такой же, как в доме, изготовленном из дерева. Все из-за того, что структура блоков пористая, это позволяет постройке «дышать».
Даже несмотря на пористую структуру, гигроскопичность (поглощение влаги) стоит в пределах нормы.  Ее процент составляет не более 5%. Если сравнить данный показатель с гигроскопичностью некоторых пород древесины, то там процент будет выше в несколько раз. Отопить дом из газобетона проще, чем таковой из кирпичного. Это будет существенно экономить энергозатраты.
Ее процент составляет не более 5%. Если сравнить данный показатель с гигроскопичностью некоторых пород древесины, то там процент будет выше в несколько раз. Отопить дом из газобетона проще, чем таковой из кирпичного. Это будет существенно экономить энергозатраты.
Толщина стен из газобетона составляет всего 1 блок, этого будет достаточно для теплоизоляции. Тогда как для кирпичных обязателен дополнительный слой. Поэтому затраты на такие стены будут минимальными.
Влажность в помещениях из газобетона не может привести к образованию плесени или грибков. В таких домах исключен процесс гниения и разложения. Применение инновационных технологий позволило снизить толщину стен, при этом не уменьшая их прочности. Возводить дом из автоклавного газобетона выгодно из-за минимальных трудозатрат. Справиться с монтажом такой стены сможет даже новичок.
Пожаробезопасность
Еще одним плюсом материала может служить его абсолютная пожаробезопасность. Стены из автоклавного газобетона не нагреваются даже при воздействии открытого огня. Так как он не способен к горению, то и опасных веществ выделять не может. Возведение такого дома будет произведено в сроки намного ниже тех, что можно затратить на другие виды материалов.
Укладка блоков
Производить монтаж блоков стен из газобетона можно с использованием раствора теплого или цементно-песчаного, но лучшим вариантом будет специальный клеевой. Его можно нанести тонким слоем, что исключит мостики холода. Первый ряд блоков нужно уложить на хорошо подготовленную горизонтальную поверхность. Армирование такой кладки производят согласно проекту. Первый ряд блоков, нижние оконные и опорные поверхности перемычек подлежат армированию обязательно.
Отделка стен
Правильно выполненная стена из газобетона не требует отделки штукатуркой.  Наружную поверхность не обязательно отделывать, но для придания красивого внешнего облика это сделать можно. При плохих погодных условиях блоки могут намокать и впитывать влагу, но не более чем на два сантиметра. Для того чтобы этого избежать, нужно правильно смастерить сливы крыши и козырьки и обеспечить защиту цоколя.
Наружную поверхность не обязательно отделывать, но для придания красивого внешнего облика это сделать можно. При плохих погодных условиях блоки могут намокать и впитывать влагу, но не более чем на два сантиметра. Для того чтобы этого избежать, нужно правильно смастерить сливы крыши и козырьки и обеспечить защиту цоколя.
При выборе наружной отделки следует учесть, что она должна также быть проницаемой, как газобетон. Красиво будет смотреться качественно выполненный вентилируемый фасад из любых доступных материалов. Можно использовать, например, автоклавный газобетон, отзывы пользователей о котором только положительные. Пользователи отмечают, что можно отделывать все без предварительной обработки внутренних стен.
Отделку помещений производить можно прямо на блоки. Предварительно штукатурить стены не обязательно, тем более достаточно будет простой шпатлевки. В помещениях с высокой влажностью следует произвести пароизоляцию.
fb.ru
особенности блоков, технические характеристики, фото
Как производится газобетон? Каким образом технические характеристики газобетонных блоков соотносятся с практическими качествами этого строительного материала? Какие особенности материала нужно учитывать при строительстве? Давайте разбираться.

Один из старейших домов из автоклавного газобетона. Постройка — 1939 год, г. Рига.
История
Она начинается с получения чешским промышленником Гоффманом патента на технологию вспенивания цементных и гипсовых растворов. Патент был выдан в 1889 году; изобретение сводилось к добавке в раствор кислоты и реагирующих с ней солей.
Цель — получение материала с уступающей бетону плотностью и улучшенными теплоизоляционными характеристиками — была достигнута; однако метод был дорогим и крайне неудобным в применении.
Идея получила развитие четвертью века позже: американцы Дайер и Аусворт использовали в качестве газообразующей добавки порошки металлов — цинка и алюминия. Собственно, современная технология производства газобетона не слишком отличается от разработанной тогда. Именно 1914 год считается годом рождения материала.
Однако: первый автоклавный газобетон начал массово производиться в Швеции еще на 15 лет позже.В 1929 году компания Ytong наладила промышленный выпуск блоков из смеси извести и кремнезема, проходивших пропарку при повышенной температуре.Ytong по сей день считается одним из ведущих производителей материала.

Продукция компании завоевала популярность на российском рынке.
В 1934 году в Швеции был налажен выпуск блоков по несколько иной технологии: в качестве связующего использовалась не известь, а цемент.
В СССР производство автоклавных ячеистых бетонов стало массовым к середине 20 века. К нашему времени объем производства блоков достиг примерно 3,5 миллионов кубометров в год.
Описание
В чем причина популярности материала? Какие технические характеристики газобетона сделали его настолько востребованным?
Достоинства
- Теплоизоляционные качества газобетонных стен примерно соответствуют соответствующим характеристикам сухой древесины, в разы превосходя тяжелый бетон, силикатный и керамический кирпич. Схожий материал — пенобетон — тоже отстает по этому параметру.

Сравнение характеристик газо- и пенобетона.
- Механическая прочность превосходит пенобетон, хоть и заметно уступает более плотным материалам.
Уточним: в зависимости от марки по плотности различают конструкционные, конструкционно-теплоизоляционные и строго теплоизоляционные блоки.Прочность первых изделий позволяет использовать их для сооружения несущих стен и перекрытий; последние применяются в каркасно-монолитном строительстве в качестве заполнения стен.
- Благодаря все той же пористой структуре, производство оказывается довольно экономичным: на фиксированный объем строительного материала уходит меньше сырья.
- Структура с открытыми порами способствует естественной вентиляции стен. Эта особенность напоминает деревянные дома: часть воздухообмена с улицей и до трети парообмена осуществляется непосредственно через ограждающие конструкции.
- Простота обработки тоже напоминает о древесине: газобетон легко пилится ручной пилой, его можно сверлить и вбивать в его толщу гвозди.
Характеристики
Стоит сделать небольшое лирическое отступление и рассказать о методах классификации газобетона.
Основные характеристики, описывающие материал, выглядят так:
| Характеристика | Описание |
| Марка по плотности | Соответствует плотности в кг/м3 |
| Класс прочности | Соответствует максимально допустимой нагрузке на сжатие в мегапаскалях (МПа) |
| Морозостойкость | Количество циклов заморозки и оттаивания, которые блок может перенести без падения прочности более чем на 5% |
А теперь давайте посмотрим, какие значения эти и некоторые другие важные для строителя параметры принимают у газобетонных блоков наиболее востребованных типов.
| Марка по плотности | D400 | D500 | D600 | |
| Класс прочности | В 2 | В 2,5 | В 3,5 | В 3,5 |
| Коэффициент теплопроводности, Вт/м*С | 0,096 | 0,12 | 0,14 | |
| Морозостойкость, циклы | F75 | F75 | F100 | F100 |
| Усадка при высыхании, мм/м | 0,3 и менее | |||
| Паропроницаемость, мг/м*ч*Па | 0,24 | 0,28 | 0,24 | 0,23 |
Обратите внимание: марке по плотности D500 соответствуют два класса прочности.Разница между ними заключается в соотношении количества связующего и заполнителя при производстве блоков.
Что этот набор характеристик означает в практическом плане?
- Газобетон обеспечивает примерно втрое — впятеро более эффективное утепление по сравнению с керамическим кирпичом. Так, для того, чтобы обеспечить сопротивление теплопереносу в 2,5 м2*С/Вт, необходима газобетонная кладка толщиной 375 мм или кирпичная толщиной 1100 мм.

Сравнение теплоизолирующих качеств разных материалов.
- При упомянутом соотношении толщины нагрузка на фундамент, соответствующая квадратному метру кладки, в первом случае равна 205 килограммам, а во втором — 2000 кг.
- Минимальная ширина ленточного фундамента в первом случае равна 400 мм, во втором — 1200.
Производство
Из чего делают газобетон?
Сырье
В состав материала входит два основных компонента — наполнитель и связующее. Что может использоваться в этом качестве?
Наполнитель
- Тонкомолотый кварцевый песок.

Речной песок — наиболее востребованный наполнитель.
- Измельченные отходы горно-добывающей промышленности (скальные и осадочные породы).
- Зола, образующаяся при сжигании угля.
- Вторичные продукты обогащения руд.
- Металлургический шлак.
Связующее
- Известь.
- Портландцементы.
- Смешанное связующее (цемент + известь, известь + гипс и т.д.).
Технология
Технология изготовления газобетона в промышленных масштабах включает следующие основные операции:
- Наполнитель смешивается со связующим, после чего в полученную массу добавляется суспензия газообразователя — алюминиевого порошка. В чистом виде порошок не используется: он слишком легко разносится любым сквозняком.
- Смесь разливается в формы, где выделяющийся при реакции алюминия с щелочной средой водород вспучивает ее.
- После схватывания пористая масса нарезается на блоки. Для резки используются прочные струны толщиной до миллиметра; карманы для захвата и переноски блоков вырезаются фрезой.
- Последний этап — сушка в камерах с подогревом или пропаривание в автоклаве. Второй сценарий требует более дорогостоящего оборудования, зато способствует скорейшему набору газобетоном прочности. Среднее время выдержки блоков в автоклаве — 12 часов; рабочее давление — около 12 бар при температуре 190 С.

Загрузка автоклавов.
Любопытно: выход на рабочий режим и подготовка к разгрузке автоклава постепенны и занимают 1,5 — 2 часа.
- Последний этап — упаковка продукции в водонепроницаемую упаковку и укладка на поддоны.

Водонепроницаемая упаковка обеспечивает стабильно низкую влажность.
Когда вместо пропарки используется сушка блоков? Прежде всего, при производстве газобетона своими руками, в домашних условиях либо при полукустарном изготовлении небольших партий на продажу.
Как уже упоминалось, цена необходимого оборудования в этом случае гораздо ниже; однако качество продукции несколько ухудшится:
- Усадка в процессе сушки достигнет 3-5 мм/метр.
- Прочность бетонных изделий на сжатие не превысит 10 — 12 кгс/см2. Впрочем, постепенный набор прочности при поглощении атмосферной влаги связующим будет продолжаться несколько лет.
Особенности строительства
Какие ограничения использование газобетонных блоков накладывает на строительство?
Фундамент
Основное требование к нему — максимальная жесткость, исключающая любую деформацию несущих стен. Несмотря на относительно высокую прочность, газобетон полностью лишен эластичности и при изгибающих нагрузках дает трещины.
Какие виды фундаментов применяются при газобетонном строительстве?
- На скальных и сухих супесчаных грунтах используются мелкозаглубленные ленточные основания.
- На пучинистых грунтах (глины, суглинки) оптимальное решение — свайный фундамент на буронабивных сваях с монолитным железобетонным ростверком.
- На болотистых почвах и других нестабильных грунтах заливается бетонный плитный фундамент. Он равномерно распределяет нагрузку по значительной площади и исключает любые неравномерные просадки стен.

На фото — плитный фундамент.
Стены
Ключевое требование к стенам — высокое сопротивление теплопереносу. Оно нормируется действующими СНиП и для центра страны равно 3 — 3,2 м2 * С/Вт.
Обеспечить соответствующие тепловые характеристики, согласно заверениям производителей, могут:
- Блоки марки по плотности D500 при толщине стен в 500 мм.
- Блоки D600 — при толщине стен в 600 мм.
Для несущих стен из газобетона действуют ограничения по этажности строения.
| Количество этажей | Класс прочности блоков |
| 1 — 2 | В 2 |
| 3 | В 2,5 |
| 4 — 5 | В 3,5 |
| Более 5 | Строительство несущих газобетонных стен не допускается. Строение должно быть каркасным. |
Кроме того: в сейсмоопасных районах армирующий железобетонный каркас предназначен для повышения сейсмостойкости конструкции здания.

В опалубке — армопояс, способствующий повышению сейсмостойкости строения.
Какие правила действуют для внутренних несущих стен и ненагруженных перегородок?
- Если на стену опирается одна плита перекрытия, она возводится из блоков прочностью В 2,5 с толщиной 240 мм или из блоков прочностью В 3,5 толщиной 200 мм.
- Стена, на которую опираются две плиты, должна быть толще — 300 и 400 мм соответственно.
- Ненагруженные межквартирные перегородки выполняются из блоков ненормируемой прочности толщиной не менее 240 мм. Инструкция связана с необходимостью обеспечить качественную звукоизоляцию.
- Межкомнатные перегородки имеют толщину 100 — 150 мм. Прочность, разумеется, не нормируется и в этом случае.
Перемычки
Они могут выполняться из монолитного железобетона (в этом случае перемычка заливается на месте; кладка стен используется как часть опалубки) или из специальных U-образных блоков. В последнем случае перемычка может быть сборной.
Как обеспечивается достаточная несущая способность конструкции?
- U-образные блоки выставляются на временную подпорку полостью вверх. Они должны заходить за края проема как минимум на 10 см с каждой стороны.
- В полость блоков закладывается арматурный каркас.
- Полость бетонируется. Подпорка убирается после надежного схватывания бетона.

Устройство сборной перемычки.
Кладочный раствор
На обычный цементно-песчаный раствор, приготовленный в пропорции 1:3, выкладывается только первый ряд блоков. Следующие ряды кладутся только и исключительно на специальный клей для ячеистых бетонов, обеспечивающий толщину шва не более 3 мм.

Клей для газобетона.
Почему обычный раствор не стоит использовать для кладки?
- Толстый шов — это мостик холода, ведущий в помещение с качественной теплоизоляцией. Как вырастут потери тепла — думается, можно не объяснять.
- Кроме того, блоки обладают точными размерами и идеальной геометрией. Тонкие швы позволяют использовать это преимущество, делая внешний вид кладки безупречным.
Наружная и внутренняя отделка
Главное требование к ней вполне стандартно: паропроницаемость стен должна увеличиваться изнутри наружу. Нарушение этого несложного правила приводит к отсыреванию стен, а в перспективе — и к их ускоренному разрушению.
Поскольку паропроницаемость газобетона исключительно высока, для стен из него обычно используются специальные штукатурные смеси с повышенной паро- и воздухопроницаемостью. Не менее популярное решение — вентфасады, обеспечивающие дополнительное утепление, и не препятствующие естественной вентиляции стен.

Утепленный вентфасад с облицовкой виниловым сайдингом.
Заключение
Надеемся, что предложенная информация будет полезной как начинающим строителям, так и потенциальным производителям недорогого и практичного строительного материала. Как всегда, видео в этой статье содержит дополнительные материалы. Успехов!
masterabetona.ru
технология производства и особенности материала
Газобетон в последнее время является очень популярным строительным материалом, благодаря ряду своих достоинств. Зачастую застройщики отдают предпочтение более дешевому его варианту – неавтоклавному газобетону. Но что представляет собой этот материал, чем отличается автоклавный и неавтоклавный газобетон и стоит ли на нем экономить?
Далее мы постараемся ответить на все эти вопросы и дать исчерпывающую информацию по данному типу ячеистого бетона.

Полученные неавтоклавным способом газобетонные блоки
Общие сведения
Многие люди считают, что газобетон – это современный материал. Однако,на самом деле он был запатентован впервые еще в 1889 г. в Праге неким изобретателем Гофманом. Он придумал изготавливать материал на основе газа, получаемого в результате химической реакции между бикарбонатом натрия и соляной кислотой.
В Голландии в начале прошлого века была запатентована технология приготовления газобетона с использованием дрожжей. Немного позже в Германии предложили применять в качестве газообразующего вещества металлическую пудру.
Практически современная технология изготовления пористого бетона была разработана в Швейцарии изобретателем Эриксоном в 1923 г. Уже в 1925 году было налажено промышленное производство неавтоклавного газобетона как строительного материала. Очень скоро его производство появилось и во многих других странах.
В то время материал приготавливали на основе портландцемента, а немного позже стали использовать и вяжущие на основе зол и шлаков. Изначально материал был придуман как утепляющий, однако уже в 30-х годах удалось получить и конструкционный газобетон. Его применяли для ограждающих конструкций в малоэтажных зданиях.

Современная линия производства неавтоклавного газобетона
Таким образом, материал сложно назвать совсем новым, так как он прошел уже достаточную и вполне успешную проверку временем.Конечно, на сегодняшний день используют современное технологическое оборудование для производства неавтоклавного газобетона, с новыми видами тепловлажностной обработки. Кроме того, подобраны самые оптимальные составы, что значительно повысило качество изделия.
Технология производстваСостав
В составе данного типа ячеистого бетона используют следующие основные компоненты:
- Портландцемент – является вяжущим элементом;
- Наполнители – песок в чистом виде, либо с добавлением золы-уноса ТЭЦ, мела, гипса и пр.
- Алюминиевая пудра – используется при формировании материала в качестве парообразующего вещества.
Кроме того, для улучшения характеристик, в состав неавтоклавного газобетона добавляют различные модифицированные добавки, к примеру, полуводный микрокремнезем или гипс. Для ускорения процесса твердения используют хлорид кальция.

На фото — структура изделия
На сегодняшний день ведутся работы по увеличению прочностных характеристик изделия выполненного неавтоклавным методом. Самым перспективным считается использование различных армирующих добавок, представляющих собой волокна разного происхождения.
Это могут быть:
- Стекловолокна;
- Полимерные волокна;
- Базальтовые;
- Асбестовые и пр.
Кроме того, положительный результат дает и увеличение на 5-10 процентов содержания наполнителя в составе, к примеру, золы-уноса или микрокремнезема. Причем, это позволяет не только повысить прочность ячеистого бетона, но и уменьшить его стоимость.
Формы для изготовления блоков
Изготовление
Технология производства неавтоклавного газобетона основана на том, что в результате химической реакции алюминиевой пудры и щелочи в составе смеси, внутри нее образуются поры, которые заполняются воздухом. Получившуюся пористую смесь оставляют застывать в естественных условиях, т.е. без применения автоклавов (специальных печей).
Иногда оборудование для неавтоклавного газобетона содержит пропарочные печи. Благодаря качественному пропарочному режиму, тоже улучшаются прочностные характеристики изделия.
Надо сказать, что неавтоклавному ячеистому бетону свойственны сквозные поры, в результате чего он обладает плохими гидроизоляционными свойствами. Однако, благодаря внедрению современных технологий, этим параметром материал стал приближаться к автоклавному газобетону.

Легкий блок удобно укладывать своими руками
Особенности материалаДостоинства
Характеристики неавтоклавного газобетона во многом схожи с автоклавным материалом.
В частности, можно выделить следующие моменты:
- Низкая плотность при высокой прочности. Благодаря пористости материала снижается его цена, за счет уменьшения расхода компонентов.
- Небольшой вес, в результате чего с материалом легко работать. Кроме того, снижается нагрузка на фундамент здания.Это обеспечивает не только долговечность строения, но и экономию при его возведении, так как можно использовать менее мощную основу.
- Отличные теплоизоляционные свойства благодаря пористости. Данное свойство обеспечивает энергосбережение при отоплении помещений.
- Легко обрабатывается.Если обычно выполняется резка железобетона алмазными кругами, то для газобетона можно использовать обычную ножовку.

Разрезка блока ножовкой
Соответственно, чтобы подвести коммуникации в помещении не понадобится алмазное бурение отверстий в бетоне, так как можно воспользоваться обычными сверлами.
- Пожаростойкость. Материал является абсолютно не горючим. Поэтому его можно использовать для обшивки стен, когда необходимо обеспечить надежную пассивную пожаробезопасность. (См. также статью Облицовка газобетона: как сделать.)
- Экологичность. Материал не только выполнен из экологически чистых компонентов, но еще и обладает отличной паропропускной способностью, что обеспечивает благоприятный микроклимат внутри зданий, построенных из газобетона.
- Инструкция по укладке, такая же, как и при работе с более традиционным материалом, к примеру, кирпичом.
Совет!Газобетон является отличным материалом для межкомнатных перегородок, так как обладает хорошими шумоизоляционными свойствами.

Автоклавные блоки
Отличия между материалами, выполненными по разным технологиям
Теперь рассмотрим в чем отличие автоклавного газобетона от неавтоклавного.
А заключаются они всего в нескольких моментах:
- Неавтоклавный материал обладает большей усадкой, которая составляет примерно 2-3 мм/м, в то время как автоклавный имеет усадку не более 0,3 мм/м. Если при заливке монолитных изделий данный недостаток практически незаметен, то при возведении сборных конструкций он проявляется гораздо больше. (См. также статью Шпаклевка по бетону: особенности.)
- Время твердения – как не сложно догадаться, у материала изготовленного неавтоклавным методом время твердения значительно больше. Однако,этот недостаток имеет значение только при производстве изделия.
- Выполненный автоклавным методом газобетон более прочный, так как в его составе образуется минералтоберморит. При изготовлении неавтоклавного ячеистого бетона, образование тоберморита невозможно. Поэтому изделие используют в тех случаях, когда на него не предполагаются большие нагрузки.
- Теплоизоляционные свойства неавтоклавного газобетона немного лучше, что связано с большей его пористостью.

Дом из газобетонного блока
В остальном же характеристики изделий очень схожи.
Обратите внимание!В продаже зачастую можно встретить газобетон низкого качества, изготовленный «кустарным» способом.Определить его не сложно, так как он сильно крошится.
Вывод
Не смотря на то, что полученный неавтоклавным методом газобетон появился достаточно давно, благодаря постоянному совершенствованию технологии его изготовления, он может считаться вполне современным материалом. В ряде случаев его использование является более целесообразным, чем применение автоклавного газобетона. Однако, если важна высокая прочность материала, то автоклавный более предпочтителен.
Из видео в этой статье вы можете получить дополнительную информацию по данной теме.
rusbetonplus.ru