Порошковая покраска в гаражных условиях. Порошковая покраска в гараже
подготовка, технология, пистолет и видео
Содержание:
- Подготовка
- Пистолет, БП и печь
- Сушильная печь
- Камера покраски
- Покраска порошком других материалов
 Подготовительные этапы порошковой покраски своими руками ничем не отличаются от нанесения на деталь обычной краски. Однако сложности «порошковых» технологий требуют заводских условий или большой смекалки и терпеливости. Несмотря на очевидные достоинства такого покрытия (равномерность, долговечность, высокая степень защиты), превратить этот процесс в реальность в домашних условиях — дело непростое.
Подготовительные этапы порошковой покраски своими руками ничем не отличаются от нанесения на деталь обычной краски. Однако сложности «порошковых» технологий требуют заводских условий или большой смекалки и терпеливости. Несмотря на очевидные достоинства такого покрытия (равномерность, долговечность, высокая степень защиты), превратить этот процесс в реальность в домашних условиях — дело непростое.
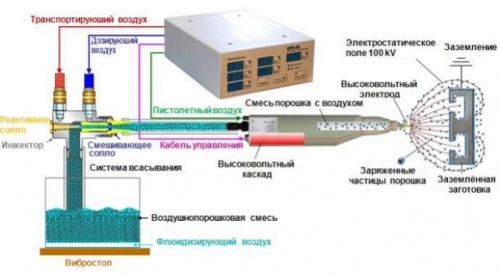
Технология использования порошка предполагает равномерное нанесение порошкового покрытия на деталь благодаря их разному заряду: деталь получает отрицательный заряд, порошок – положительный. Материал находится во взвешенном состоянии, равномерно смешиваясь с воздухом (другие способы – псевдоожиженная подложка и трибо-заряд). Конструкция пистолета и распыление заряженных частиц при этом имеют огромное значение, как и источник бесперебойного питания. Ток на питании должен быть постоянным, и сложности в домашних условиях могут начаться уже с этого момента. После «налипания» порошка на деталь требуется равномерно нагревать её при 170-200 ˚С, в результате чего поверхность спекается и получает равномерный блеск.
Подготовка
 порошка") Начнём с самого «приятного». Своими руками такой материал на поверхность не нанесёшь и не нагреешь, поэтому потребуется печь для сушки (полимеризации порошка) желательно с гистерезисом, источник питания с такими параметрами как ток в тысячные доли ампера и примерно 25-30 КВ напряжения, модернизированный или купленный (45-60$) пистолет для напыления и расходные материалы вроде изоляции, скотча и пр. Набор дорогой, учитывая, что нагреватель обойдётся примерено в 60$, но никто не запрещает экспериментировать со старыми печами и сооружать пистолеты из старых бутылок.
Начнём с самого «приятного». Своими руками такой материал на поверхность не нанесёшь и не нагреешь, поэтому потребуется печь для сушки (полимеризации порошка) желательно с гистерезисом, источник питания с такими параметрами как ток в тысячные доли ампера и примерно 25-30 КВ напряжения, модернизированный или купленный (45-60$) пистолет для напыления и расходные материалы вроде изоляции, скотча и пр. Набор дорогой, учитывая, что нагреватель обойдётся примерено в 60$, но никто не запрещает экспериментировать со старыми печами и сооружать пистолеты из старых бутылок.
Порошковая покраска предполагает другой способ нанесения материала, но подготовка поверхности остаётся точно такой же. Деталь должна быть тщательно вымыта и высушена, в месте предполагаемых работ установлены системы рекуперации материала: на пол стелятся газетки, поскольку часть порошка осыпается, а для повторного использования он остаётся пригодным. Площадь, не нуждающуюся в покраске, мог бы защитить скотч, но удалить его перед отправкой в печь будет проблематично.
Пистолет, БП и печь
Подготовка к окрашиванию в домашних условиях состоит в том, что деталь из токопроводящего металла просто подвешивается на крючке и соединяется с минусом от БП. Вероятнее всего для создания соответствующего напряжения потребуется генератор и умножитель напряжения, поскольку найти в магазинах готовые источники с нестандартными параметрами тяжело. При сборке источника своими руками нужно учесть, что провода должны соответствовать напряжению (лучше их дополнительно изолировать термоусадочными кембриками) в 25 кВ. Само напряжение можно оценить пробоем воздуха (ориентировочно 23-30 мм) или собрав из амперметра и нескольких высоковольтных резисторов (2-5 ГОм) измерителя напряжения.
 В идеале пульверизатор должен быть совмещён с устройством, заряжающим порошок, но приспособить для этого стандартный пистолет довольно сложно. Предполагается, что нанести на деталь лишний порошок всё равно не получится, поэтому использовать можно обычную пластиковую бутылку. Воздух должен быть сухим и сжатым. На бутылку надевается крышка из металла с хорошей проводимостью и множеством мелких отверстий (можно сделать обычной иглой), на крышку подаётся напряжение. Принцип прост: нажав на бутылку можно вытолкнуть порошок наружу, зарядив его путём контакта с находящейся под напряжением крышкой.
В идеале пульверизатор должен быть совмещён с устройством, заряжающим порошок, но приспособить для этого стандартный пистолет довольно сложно. Предполагается, что нанести на деталь лишний порошок всё равно не получится, поэтому использовать можно обычную пластиковую бутылку. Воздух должен быть сухим и сжатым. На бутылку надевается крышка из металла с хорошей проводимостью и множеством мелких отверстий (можно сделать обычной иглой), на крышку подаётся напряжение. Принцип прост: нажав на бутылку можно вытолкнуть порошок наружу, зарядив его путём контакта с находящейся под напряжением крышкой.
Это простейшее устройство пистолета для порошковой покраски можно усовершенствовать или применить технологию при модернизации обычного распылителя как на этом видео:
Оценить напряжение можно поднеся пробку или металлическую часть распылителя к детали под напряжением – искра должна проскакивать на расстоянии 2.5-3 см. Схожий принцип применяется при хромировании, однако хром осаждается не на сухой поверхности, а выделяется из электролита. Правда, в случае хрома смысл заключается в диффузии (проникновении в обрабатываемый металл).
Сушильная печь
 Полимерно-порошковая покраска требует финальной обработки температурой в 200 ˚C. В гараже можно приспособить старый жарочный шкаф или любую другую печь создающую нужную температуру. Равномерно обработанная деталь потребует «сушки» от 40 минут до часа. При использовании жарочного шкафа крайне желательно дополнительно утеплить шкаф изнутри. В простейшем варианте в качестве утеплителя можно выступить асбест или минеральная вата.
Полимерно-порошковая покраска требует финальной обработки температурой в 200 ˚C. В гараже можно приспособить старый жарочный шкаф или любую другую печь создающую нужную температуру. Равномерно обработанная деталь потребует «сушки» от 40 минут до часа. При использовании жарочного шкафа крайне желательно дополнительно утеплить шкаф изнутри. В простейшем варианте в качестве утеплителя можно выступить асбест или минеральная вата.
Сделать печь для порошковой покраски автомобиля можно своими руками. Объём прогревается обычными тэнами, а нихромовые спирали использовать не рекомендуется. Хотя умельцы умудряются приспособить к делу и такие. Для равномерного прогрева желательно, чтобы в печи происходила небольшая конвекция воздуха.
Камера покраски
Подготовка помещения к использованию должна предусматривать защиту от всех видов пробоя, поскольку используемое напряжение слишком высокое. Потребуется хороший компрессор, с возможностью подавать воздух под разным давлением. Соответственно позаботиться нужно и о сети.
Технология порошковой покраски предполагает рекуперацию материала. Для предотвращения загрязнения помещения лучше использовать скотч. Стены рекомендуется просто оклеивать скотчем и удалять его вместе с материалом. Для сбора порошка используется пылесос с циклонной насадкой (бытовой для этих целей не подходит).
Покраска порошком других материалов
Порошковая покраска плит МДФ в условиях гаража затруднительна, однако технологии идут вперёд и сегодня применяются низкотемпературные порошки. Подготовка и окрашивание алюминия с помощью порошка ничем не отличаются от вышеприведённых, правда, использовать для этого электричество необязательно. В заводских условиях алюминиевые профили обрабатывают химическими составами и равномерно наносят на них порошок, после чего отправляют в термокамеру.
При выборе красящего вещества для порошковой покраски следует учитывать, что сами порошки бывают термореактивными и термопластичными. Без химических превращений способны образовывать правильную поверхность только первые, а вторые требуют дополнительных операций, но не плавятся под действием температуры и образуют прочную поверхность. Правильное окрашивание возможно, только если порошок обладает хорошей сыпучестью и высокой насыпной плотностью.
pokraskamashin.ru
Полимерно-порошковая покраска в гараже своими руками: подготовка, технология, пистолет и видео
Содержание:
 Подготовительные этапы порошковой покраски своими руками ничем не отличаются от нанесения на деталь обычной краски. Однако сложности «порошковых» технологий требуют заводских условий или большой смекалки и терпеливости. Несмотря на очевидные достоинства такого покрытия (равномерность, долговечность, высокая степень защиты), превратить этот процесс в реальность в домашних условиях — дело непростое.
Подготовительные этапы порошковой покраски своими руками ничем не отличаются от нанесения на деталь обычной краски. Однако сложности «порошковых» технологий требуют заводских условий или большой смекалки и терпеливости. Несмотря на очевидные достоинства такого покрытия (равномерность, долговечность, высокая степень защиты), превратить этот процесс в реальность в домашних условиях — дело непростое.
Технология использования порошка предполагает равномерное нанесение порошкового покрытия на деталь благодаря их разному заряду: деталь получает отрицательный заряд, порошок – положительный. Материал находится во взвешенном состоянии, равномерно смешиваясь с воздухом (другие способы – псевдоожиженная подложка и трибо-заряд). Конструкция пистолета и распыление заряженных частиц при этом имеют огромное значение, как и источник бесперебойного питания. Ток на питании должен быть постоянным, и сложности в домашних условиях могут начаться уже с этого момента. После «налипания» порошка на деталь требуется равномерно нагревать её при 170-200 ˚С, в результате чего поверхность спекается и получает равномерный блеск. порошка") Начнём с самого «приятного». Своими руками такой материал на поверхность не нанесёшь и не нагреешь, поэтому потребуется печь для сушки (полимеризации порошка) желательно с гистерезисом, источник питания с такими параметрами как ток в тысячные доли ампера и примерно 25-30 КВ напряжения, модернизированный или купленный (45-60$) пистолет для напыления и расходные материалы вроде изоляции, скотча и пр. Набор дорогой, учитывая, что нагреватель обойдётся примерено в 60$, но никто не запрещает экспериментировать со старыми печами и сооружать пистолеты из старых бутылок.
Начнём с самого «приятного». Своими руками такой материал на поверхность не нанесёшь и не нагреешь, поэтому потребуется печь для сушки (полимеризации порошка) желательно с гистерезисом, источник питания с такими параметрами как ток в тысячные доли ампера и примерно 25-30 КВ напряжения, модернизированный или купленный (45-60$) пистолет для напыления и расходные материалы вроде изоляции, скотча и пр. Набор дорогой, учитывая, что нагреватель обойдётся примерено в 60$, но никто не запрещает экспериментировать со старыми печами и сооружать пистолеты из старых бутылок.
Порошковая покраска предполагает другой способ нанесения материала, но подготовка поверхности остаётся точно такой же. Деталь должна быть тщательно вымыта и высушена, в месте предполагаемых работ установлены системы рекуперации материала: на пол стелятся газетки, поскольку часть порошка осыпается, а для повторного использования он остаётся пригодным. Площадь, не нуждающуюся в покраске, мог бы защитить скотч, но удалить его перед отправкой в печь будет проблематично.
Пистолет, БП и печь
Подготовка к окрашиванию в домашних условиях состоит в том, что деталь из токопроводящего металла просто подвешивается на крючке и соединяется с минусом от БП. Вероятнее всего для создания соответствующего напряжения потребуется генератор и умножитель напряжения, поскольку найти в магазинах готовые источники с нестандартными параметрами тяжело. При сборке источника своими руками нужно учесть, что провода должны соответствовать напряжению (лучше их дополнительно изолировать термоусадочными кембриками) в 25 кВ. Само напряжение можно оценить пробоем воздуха (ориентировочно 23-30 мм) или собрав из амперметра и нескольких высоковольтных резисторов (2-5 ГОм) измерителя напряжения.
 В идеале пульверизатор должен быть совмещён с устройством, заряжающим порошок, но приспособить для этого стандартный пистолет довольно сложно. Предполагается, что нанести на деталь лишний порошок всё равно не получится, поэтому использовать можно обычную пластиковую бутылку. Воздух должен быть сухим и сжатым. На бутылку надевается крышка из металла с хорошей проводимостью и множеством мелких отверстий (можно сделать обычной иглой), на крышку подаётся напряжение. Принцип прост: нажав на бутылку можно вытолкнуть порошок наружу, зарядив его путём контакта с находящейся под напряжением крышкой.
В идеале пульверизатор должен быть совмещён с устройством, заряжающим порошок, но приспособить для этого стандартный пистолет довольно сложно. Предполагается, что нанести на деталь лишний порошок всё равно не получится, поэтому использовать можно обычную пластиковую бутылку. Воздух должен быть сухим и сжатым. На бутылку надевается крышка из металла с хорошей проводимостью и множеством мелких отверстий (можно сделать обычной иглой), на крышку подаётся напряжение. Принцип прост: нажав на бутылку можно вытолкнуть порошок наружу, зарядив его путём контакта с находящейся под напряжением крышкой.
Это простейшее устройство пистолета для порошковой покраски можно усовершенствовать или применить технологию при модернизации обычного распылителя как на этом видео:
Оценить напряжение можно поднеся пробку или металлическую часть распылителя к детали под напряжением – искра должна проскакивать на расстоянии 2.5-3 см. Схожий принцип применяется при хромировании, однако хром осаждается не на сухой поверхности, а выделяется из электролита. Правда, в случае хрома смысл заключается в диффузии (проникновении в обрабатываемый металл).
Процесс порошковой покраски дисков
portalvaz.ru
Порошковая покраска своими руками | Строительный портал

Порошковые покрытия наносятся на изделия в основном автоматическими или ручными распылителями, а после этого подвергаются полимеризации в специальной печке и при точно заданной температуре. Так как цена порошковой покраски в специализированных салонах достаточно велика, мы попробуем сегодня осуществить эту процедуру в домашних условиях. Но перед этим нужно предварительно побеспокоиться о выборе помещения, где вы будете производить работу, купить необходимое оборудование и тщательно подготовить поверхность. Итак, мы начинаем!
Содержание:
- Выбор оборудования
- Предварительная обработка поверхности
- Нанесение порошковой краски
- Формирование покрытия
- Процесс запекания краски
Выбор оборудования
Для полноценного и качественного процесса покраски порошковой краской нужно правильно выбрать помещение, где будет происходить процедура. Для таких целей подходит обычный гараж, в котором достаточно свободно места для работы.
Итак, работу по окраске поверхности порошковой краской стоит начинать с подготовки оборудования для порошковой покраски металла. Главное оборудование – это специальная камера. В ней происходит основная часть процесса. Характеристики подобной печи зависят от того, какие материалы и изделия будут обрабатываться.
Покрасочная камера в себя включает саму камеру, где совершается напыление порошковой краски, и плавильную печь. Если вы не планируете заниматься покраской постоянно, нет надобности покупать профессиональную печь, для этой работы можно приспособить обычный духовочный шкаф.

Кроме камеры для процесса порошковой покраски требуется электростатический пистолет-пульверизатор, позволяющий подключить сжатый воздух. Для этой цели также может применять компрессор. Приобретая компрессор, нужно обязательно обратить внимание на присутствие в комплектации фильтра для высокого давления.
Перед проведением порошковой покраски следует позаботиться, чтобы все технологические процессы совершались в помещении с хорошим освещением. Вы можете использовать для этого лампы дневного света, это нужно, что краска не налипала на горячую поверхность лампы. И конечно же, что при процедуре окраски должна быть в здании отменная вентиляция, без которой весь процесс превращается в вредный для организма.
Для сборки остатков порошковой краски вы можете использовать рекуператор. Но также на начальном этапе подходит и обыкновенный пылесос циклонного типа, так как «традиционный» пылесос будет, скорее всего, забиваться. Чтобы процедура происходила планомерно и без сбоев, рекомендуется заранее побеспокоиться о мощной электросети с заземлением.

При обработке крупногабаритных изделий или больших объёмах принято использовать специальную транспортную систему. Благодаря этому окрашенные детали с лёгкостью передвигаются на протяжении всего процесса покраски порошковой краской между его этапами.
Принцип действия транспортной системы кроется в том, что окрашиваемые детали подаются на тележках или особой подвеске, что передвигаются по рельсам. Подобная транспортная система позволяет непрерывно проводить окраску, что, в свою очередь, значительно увеличивает производительность всего рабочего процесса.
Предварительная обработка поверхности
Подготовка изделия является самым продолжительным и трудоёмким процессом, которому зачастую не уделяют большого внимания, однако от него зависит качество, эластичность и стойкость покрытия. Предварительная обработка поверхности к покраске представляет собой удаление любых загрязнений, обезжиривание детали и фосфатирование для увеличения адгезии, а также защиту металла от коррозии.
Очищают обрабатываемую поверхность химическим или механическим способом. При механической очистке применяют стальные щётки или же шлифовальный диск, возможна процедура притирки чистой тканью, что смочена в растворителе. Что касается обработки химического характера, она проводится с использованием щелочного, кислотного или нейтрального состава и растворителей, которые принято подбирать, зависимо от уровня загрязнения, материала, типа и габаритных размеров обрабатываемой поверхности.

Нанесение конверсионного подслоя, как показано на видео порошковой покраски, предотвращает попадание под образованное покрытие влаги и различных загрязнений, которые провоцируют отслаивание и будущее разрушение покрытия. Процедура фосфатирования поверхности с нанесением неорганической краски позволяет увеличить адгезию – сцепляемость краски с поверхностью раза в 2-3 и защитить её от образования ржавчины.
При удалении окисла (ржавчина, окалины и окисная плёнка) весьма эффективными является абразивная (дробеструйная, дробометная, механическая методики) и химическая очистка (травление). Абразивную очистку проводят при помощи мелких частиц (песка, дроби), стальных и чугунных гранул, скорлупы ореха, что подаются с большой скоростью на поверхность изделия путем центробежной силы или потоков сжатого воздуха. Эти частицы способны откалывать кусочки металла с ржавчиной, окалиной или другим загрязнением, что значительно увеличивает адгезию покрытия.
Травление представляет собой удаление ржавчины, окислов и других загрязнений при помощи растворов на основе азотной, соляной, фосфорной и серной кислоты или едкого натра. В них присутствуют ингибиторы, которые замедляют растворение очищенной поверхности. Преимущества очистки химической перед абразивной – это высокая производительность и простота использования. Но после такой процедуры рекомендуется очищенную поверхность промыть от растворов, что требует дополнительного использования очистного средства и увеличивает стоимость порошковой покраски.
Заключительный этап подготовки поверхности представляет из себя пассивирование - обработку кузова соединениями нитрата хрома и натрия. Пассивирование проводят в целях предотвращения вторичной коррозии на любом этапе подготовки поверхности – после фосфатирования, обезжиривания или хроматирования. Завершив процесс ополаскивания и сушки детали в печи можно считать, что поверхность уже готова для нанесения на неё краски в виде порошка.
Нанесение порошковой краски
После завершения предварительной обработки, можно поместить окрашиваемый предмет в камеру напыления, где будет на него наноситься специальная порошковая краска. Главным назначением подобного бокса выступает улавливание порошковых частиц, что не успели осесть на окрашиваемой детали, утилизации красящего состава, предотвращении попадания его в помещение. Окрасочная камера внутри имеет систему фильтров, средства очистки (вибросит, бункера) и системы отсоса.

Различают проходные и тупиковые типы боксов. В тупиковых окрасочных камерах принято окрашивать изделия, что имеют небольшой размер, а вот крупногабаритные предметы подвергают окраске в длинномерных. Известны и автоматические модели для порошковой покраски металла, где порошковое покрытие за считанные секунды наносится на поверхность с помощью пистолетов-манипуляторов.
Самым распространённым методом нанесения порошковой краски выступает электростатическое напыление - нанесение электростатически заряженного вещества на заземлённую деталь с использованием пневматического распылителя, который называют пистолетом, пульверизатором или аппликатором.
Формирование покрытия
Когда вы уже нанесли краску уже на изделие, его следует направить на следующий этап – формирование покрытия, который в себя включает оплавление слоя краски, образование плёнки на покрытии, отвержение и охлаждение изделия.
Процесс оплавления проводят в специальной камере или печи. Существует множество типов данных камер полимеризации, зависимо от особенностей производства их устройство может меняться. Говоря доступным языком, подобная печь представляет собой своеобразный сушильный шкаф, который имеет электронную «начинку».
При помощи блока управления возможно контролирование температурного режима камеры и периода окрашивания, настройки автоматического отключения по окончании процесса окрашивания. Источником энергии для камеры полимеризации служит электричество, мазут или природный газ. Выделяют вертикальные и горизонтальные, тупиковые и проходные, одно- и многоходовые окрасочные печи.

Процедура оплавления и полимеризации соответственно технологии порошковой покраски совершается при температуре близко 150-220 градусов Цельсия в течение 15-30 минут, в итоге формируется плёнка, то есть происходит полимеризация порошковой краски. Главное требование, предъявляемое к камере полимеризации, состоит в постоянном поддержании определенной температуры, чтобы окрашиваемое изделие прогрелось равномерно.
Необходимый режим для создания покрытия подбирается с учётом данного изделия, разновидности порошковой краски и окрасочной печи. По окончании процедуры полимеризации окрашиваемое изделие охлаждается на открытом воздухе, после остывания вы можете считать, что покрытие готово.
Процесс запекания краски
После проведения порошковой покраски своими руками на поверхность изделие необходимо поместить в духовку, которая нагрейте предварительно примерно до 210 градусов Цельсия. Краску необходимо «запекать» приблизительно на протяжении четверти часа. При этом совсем не запрещено открывать духовку, чтобы проверить состояние краски. После того, как полностью высохнет краска, аккуратно извлеките метал из духовки и подождите, пока он остынет.
При проведении порошковой покраски, помните, что нагретый металл более мягкий (и очень горячий), так что отыщите для него укромное местечко, чтобы не дотронуться до него случайно и не получить ожоги. Когда металл остынет, можно полюбоваться своим трудом! Порошковая покраска на этом завершена.
strport.ru









