Содержание
Как изготавливают тротуарную плитку. Характеристики основных методов
Оформление дорожного покрытия камнем известно нам с глубокой древности. Раньше мастера использовали камень природной конфигурации. То есть, какой формы он был, с неровностями, сколами, закруглениями, так и укладывали его на дорожки. Никакая обработка не проводилась. Соответственно, такое покрытие было малопригодным не то чтобы для езды на повозках, но и для пешеходов. С того момента, как люди осознали этот факт, можно сказать, и началась история производства тротуарной плитки. Свой современный вид она приобрела, конечно, значительно позднее. А началось все с попыток выравнивать поверхность камня. Они увенчались успехом, и появилась брусчатка. Это были камни, имеющие кубическую форму. Однако в дальнейшем и такой материал стал не выгоден, потому что площади, требующие оформления, становились все больше, а обработка природного камня так и оставалась трудоемким и дорогостоящим процессом. Так изобрели тротуарную плитку.
Так изобрели тротуарную плитку.
Старинная брусчатка
Поначалу она не имела огромной популярности, ведь основную часть покрытия дорог составлял асфальт, и использовалась лишь в местах, нуждающихся в декоре. Позднее, с появлением различных технологий ее изготовления, тротуарная плитка получила широкое распространение. Оказалось, что именно этот материал является наиболее удобным, качественным и универсальным для любых видов дорожного покрытия. С течением времени усовершенствовались технологии, появлялись новые разработки. И на сегодняшний день производство тротуарной плитки — крупнейшая отрасль промышленности, в которой задействованы мощные предприятия, фабрики и частный бизнес.
Тротуарная плитка пользуется огромным спросом, а значит, существует и внушительное количество предложений. Все бы хорошо, но есть один минус — предложения иногда бывают очень далеки от качества. Дело в том, что мелким предпринимателям хочется продать побольше и заработать побыстрей. И зачастую они не уделяют должного внимания качественному оборудованию, материалам, соблюдению технологического процесса и многим другим нюансам. Другое дело — заводы, где производство тротуарной плитки — процесс налаженный, полностью соответствующий всем мировым стандартам и требованиям потребителей. Некоторым может показаться, что сделать плитку — не так уж и сложно, и этот вид строительных материалов отлично подходит для кустарного производства в домашних условиях. Может быть… Но лишь в тех случаях, когда Вам нужно покрыть пару квадратных метров дорожки на даче. Во всех остальных — изготовление тротуарной плитки не терпит отклонения от норм производства.
И зачастую они не уделяют должного внимания качественному оборудованию, материалам, соблюдению технологического процесса и многим другим нюансам. Другое дело — заводы, где производство тротуарной плитки — процесс налаженный, полностью соответствующий всем мировым стандартам и требованиям потребителей. Некоторым может показаться, что сделать плитку — не так уж и сложно, и этот вид строительных материалов отлично подходит для кустарного производства в домашних условиях. Может быть… Но лишь в тех случаях, когда Вам нужно покрыть пару квадратных метров дорожки на даче. Во всех остальных — изготовление тротуарной плитки не терпит отклонения от норм производства.
Полную картину, каким способом, и при помощи какого оборудования делают тротуарную плитку, мы можем увидеть только на профильном предприятии. Итак, представим себе небольшое путешествие на завод, в цех по изготовлению тротуарной плитки.
Переступив порог, первое, что нас впечатлит — это внушительные размеры помещения. Еще бы! В настоящем цеху производят не 10 и не 100 квадратных метров плитки, а тысячи ежедневно. Поэтому пространства должно быть более чем достаточно. Главным образом для того, чтобы разместить все необходимое оборудование.
Поэтому пространства должно быть более чем достаточно. Главным образом для того, чтобы разместить все необходимое оборудование.
Что же мы можем увидеть? Самым главным устройством в производстве тротуарной плитки считается вибропресс. Выглядит он следующим образом:
Вибропресс
Их вероятнее всего будет несколько, поскольку каждый вибропресс рассчитан на определенную площадь изготовления. Это оборудование применяется для уплотнения бетонной смеси и, кстати, может быть использовано для любых видов бетонных изделий. Вибропрессы могут различаться размером формовочной площадки, степенью автоматизации и мобильности. Такой вид оборудования применяется в изготовлении тротуарной плитки путем вибропресования. Но также существует и метод вибролитья. В таком случае на заводе Вы увидите вибростолы, без которых невозможно появление литой плитки. (О плюсах и минусах основных способов производства мы расскажем ниже).
Вибростол — это устройство, с помощью которого уплотняется бетонная смесь. Главный эффект принадлежит вибрации. Она помогает удалить излишки воды и воздуха и в результате получить прочное изделие. Конструкция вибростола предельно проста: это металлический стол с электрическим двигателем. Вибрационные столы различаются размером столешницы и мощностью установленного мотора. Выглядят вибростолы так:
Главный эффект принадлежит вибрации. Она помогает удалить излишки воды и воздуха и в результате получить прочное изделие. Конструкция вибростола предельно проста: это металлический стол с электрическим двигателем. Вибрационные столы различаются размером столешницы и мощностью установленного мотора. Выглядят вибростолы так:
Вибростол
Это основное оборудование. В дополнение к нему, независимо от способа изготовления изделий, всегда имеются:
• Формы
Они могут быть изготовлены с самого разнообразного материала. Это пластик, полиуретан, силикон, резина, формопласт и др. Однако не всякие формы можно встретить в массовом производстве. Некоторые слишком дороги, а другие качественно не соответствуют регулярному использованию. В технологии вибропрессования используются специальные пресс формы, которые сделаны из стали.
Пресс-формы для производства тротуарной плитки
• Бетоносмесители
Эти устройства предназначаются для приготовления качественной бетонной смеси. В промышленном производстве тротуарной плитки используют гравитационные и бетоносмесители принудительного действия. Чем больше плитки рассчитывается изготовить, тем больший объем бетоносмесителя потребуется.
В промышленном производстве тротуарной плитки используют гравитационные и бетоносмесители принудительного действия. Чем больше плитки рассчитывается изготовить, тем больший объем бетоносмесителя потребуется.
Бетоносмеситель промышленный
• Вибросита
С его помощью просеивают сыпучие материалы, разделяя их по фракциям. Используют вибросито на этапе приготовления раствора, а точнее составляющих для него.
Вибросито
• Штабелеры
Другое их название — паллетоукладчики. Они незаменимы и очень удобны в промышленном производстве. Главной их функцией является подъем и укладка поддонов с плиткой.
Паллетоукладчик
Как уже упоминалось выше, производство троутарной плитки осуществляется двумя основными способами — вибропрессованием и вибролитьем. Каждый из этих методов имеет свои преимущества и недостатки. В чем же их основные отличия? Давайте разберемся.
1. Вибропрессование.
Этот метод заключается в том, что бетонная смесь вибрируется в прессформе под давлением, которое создается в вибропрессе. Зачастую используют именно этот метод при выполнении работ большого объема, поскольку он дает возможность максимальной автоматизации. Кроме этого путем вибропрессования можно получить двухслойную плитку и разнообразить цветовую палитру.
Процесс изготовления плитки на вибропрессе проходит в несколько этапов:
1.1 Приготовление бетона.
Для этого используют бетоносмеситель. Один, если изделие однослойное, или два, если — двухслойное. Пропорции веществ, необходимых для раствора, подбираются производителем индивидуально. Они могут зависеть от качества используемых материалов, наличия или отсутствия специальных добавок и других нюансов. После приготовления смесь сразу же погружается в матрицу вибропресса.
1.2 Формовка.
Наблюдая за этим действием, мы увидим как матрица прижимается к виброплощадке и после опускания пуансона включаются вибраторы. Материал уплотняется за счет воздействия виброимпульсов. Все происходит достаточно быстро. Время получения уже отформованых изделий составляет до 5 секунд. После этого осуществляется отделение плитки от пуансона и матрицы и перемещение ее на поддоны. Заполненные поддоны перемещаются для последующей обработки, а на их место устанавливают новые.
Материал уплотняется за счет воздействия виброимпульсов. Все происходит достаточно быстро. Время получения уже отформованых изделий составляет до 5 секунд. После этого осуществляется отделение плитки от пуансона и матрицы и перемещение ее на поддоны. Заполненные поддоны перемещаются для последующей обработки, а на их место устанавливают новые.
1.3 Сушка.
Это заключительный этап изготовления тротуарной плитки. Для сушки обычно используются отдельные помещения, где изделия подвергаются обработке теплым паром. Однако также сушить плитку можно и в тех же производственных помещениях. В этом случае в составе бетона обязательно должен присутствовать портландцемент. Без него изделие качественно не высохнет.
После финального этапа обработки тротуарная плитка готова к снятию с поддонов примерно через 6-8 часов.
В методе вибропрессования также выделяют два подвида:
• полусухое вибропрессование
• полусухое гиперпрессование
Метод полусухого вибропрессования характеризуется тем, что раствор приготовляется в полусухом виде и к нему добавляется щебень. На вибрирующую станину устанавливают форму, а сверху на смесь воздействует пуансон. Плитку, полученную таким способом, иногда сложно отличить от природного камня.
На вибрирующую станину устанавливают форму, а сверху на смесь воздействует пуансон. Плитку, полученную таким способом, иногда сложно отличить от природного камня.
Технология гиперпрессования отличается тем, что уплотнение бетона проводится не вибрацией, а высоким давлением. Этот метод реализуется при помощи гидравлического пресса одностороннего или двухстороннего действия. Тротуарная плитка, изготовленная этим методом, считается наиболее прочной.
Вибропрессованная плитка характеризуется шершавой поверхностью и зачастую является самым удачным вариантом для покрытия дорог в зимнее время. Технология вибропрессования позволяет использовать бетон с низким содержанием воды, а это значит, что изделие получается прочное и экономичное. За счет пористой структуры вибропрессованная плитка почти не подвержена разрушениям: попадающая на поверхность вода просачивается сквозь плитку и уходит в почву не задерживаясь. Воздействие высоких температур (климатически естественных) также не оказывают губительного действия на такую плитку. Она не становится мягкой, не выделяет вредных веществ.
Она не становится мягкой, не выделяет вредных веществ.
2. Вибролитье
При производстве плитки способом вибролитья бетонная смесь вибрируется в форме на вибростоле. Этот метод не отличается высокой производительностью, но при этом является более дешевым по сравнению с вибропрессованием. Кроме этого значительно расширяется ассортимент форм изделия, появляется возможность изготовления глянцевой плитки. Тротуарная плитка, изготовленная этим методом — прочна, долговечна и надежна.
Технология изготовления такой плитки — длительный процесс. По своей структуре он чем-то похож на предыдущий метод.
2.1 Приготовление бетонной смеси
Для замешивания бетона используются бетоносмесители. Их должно быть, как минимум два, если конечная цель — цветная плитка. Один для основного слоя, а второй — для фактурного. В первом бетоносмесителе замешивается раствор с добавлением пигмента, а во втором — без него.
2.2 Подготовка форм.
Формы для вибролитой плитки могут использоваться любые: полиуретановые, пластиковые, резиновые.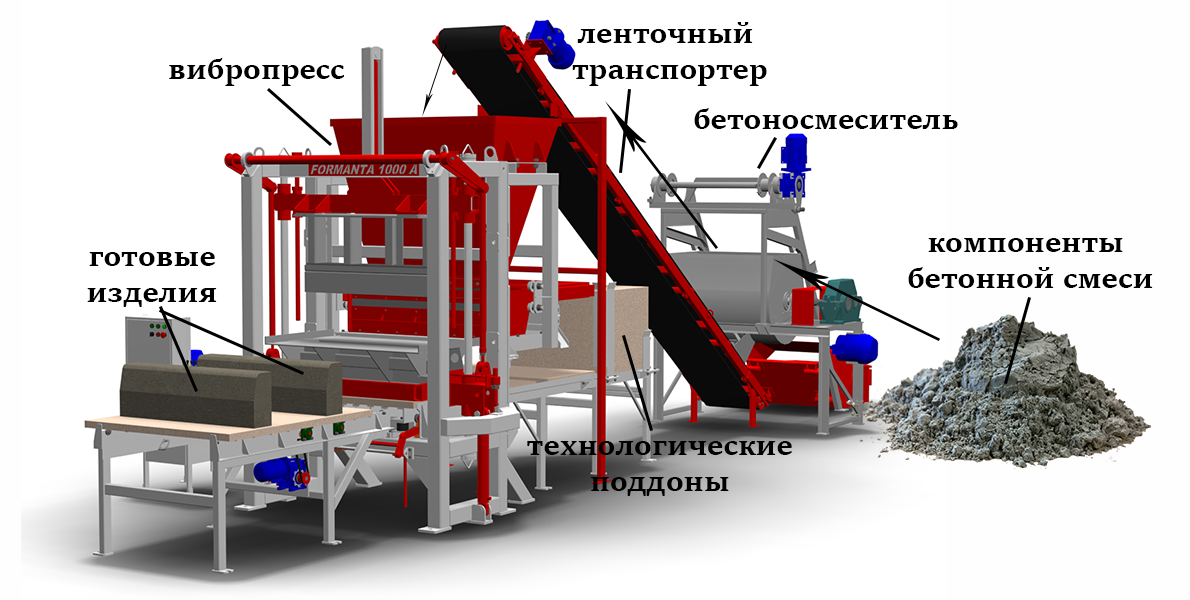 Располагая их на вибростоле, нужно следить за тем, чтобы расстояние между ними было минимальным. При заполнении форм раствором сначала необходимо залить цветной слой и на 3-10 сек. включить вибростол. После этого добавить бетон без красителя до краев.
Располагая их на вибростоле, нужно следить за тем, чтобы расстояние между ними было минимальным. При заполнении форм раствором сначала необходимо залить цветной слой и на 3-10 сек. включить вибростол. После этого добавить бетон без красителя до краев.
2.3 Обработка воздействием вибрации.
Подвергать изделия вибрации надолго не нужно, достаточно будет 5-10 сек. После окончания этого времени может потребоваться добавление смеси и ее последующая затирка.
2.4 Сушка.
Для получения качественной тротуарной плитки, формы должны пройти выдержку в течение 1-2 дней. Поддоны с формами укладывают друг на друга, перестилая при этом пластиковыми листами. В таком положении они должны стоять неподвижно. Перемещать их — недопустимо.
2.5 Выбивка.
Чтобы произвести распалубку изделий, необходимо нагреть формы в водяной ванне до 70 С. Если проигнорировать процесс нагрева, то в последующем это приведет к снижению качества материала.
2.6 Упаковка.
Готовая тротуарная плитка укладывается лицом к лицу на специальные поддоны. Однако назвать ее готовой в полном смысле этого слова еще нельзя. Для окончательного ее затвердения понадобится еще 1-3 недели, в зависимости от времени года. Зимой этот период будет больше, а летом — сократится.
Однако назвать ее готовой в полном смысле этого слова еще нельзя. Для окончательного ее затвердения понадобится еще 1-3 недели, в зависимости от времени года. Зимой этот период будет больше, а летом — сократится.
Плитка, полученная путем литья, имеет гладкую поверхность, и это затрудняяет ее применение в тех местностях, где температура воздуха опускается ниже 0. Кроме того, литая плитка изготавливается из цемента с высоким содержанием воды, а это влияет на показатели ее прочности, которую приходится компенсировать дополнительным количеством цемента. Однако даже этого недостаточно для того, чтобы с уверенностью выложить дорожное покрытие литой плиткой в местах с интенсивным движением. Поверхность такой плитки не очень хорошо пропускает воздух, и это способствует разрушениям при замерзании воды в ее структуре. Однако литая тротуарная плитка намного легче очищается от снега или грязи. Разнообразие цветовой гаммы очень велико. Поэтому именно плитка, изготовленная путем вибролитья, является лучшим материалом для полета дизайнерской фантазии.
как сделать в домашних условиях?
В последнее время тротуарная плитка с успехом вытесняет асфальт и бетон. Многие предпочитают выкладывать ею садовые дорожки, аллеи и площадки возле дома, так как она более органично смотрится в общем ландшафте.
Кроме того, плита позволяет «дышать» поверхности, которую она устилает: циркуляция влаги и воздуха не нарушается, в почве сохраняется естественная микрофлора, что не мешает росту деревьев и кустов, высаженных вдоль тропинки.
Чтобы создать покрытие эксклюзивного дизайна, чаще всего выбирают производство тротуарной плитки своими руками, несмотря на довольно трудоемкий процесс ее изготовления.
Содержание
- 1 Преимущества и недостатки самодельной продукции
- 2 Расходные материалы и сырье
- 3 Расчет количества
- 4 Пошаговая инструкция
- 4.1 Состав смеси для раствора
- 4.2 Как подготовить форму
- 4.3 Формовка
- 4.4 Сушка
- 5 Важные нюансы в производстве, предупреждение ошибок
- 6 Меры безопасности при работе
Преимущества и недостатки самодельной продукции
Плита, сделанная самостоятельно, примерно на 20% дешевле заводской. К тому же дома можно изготовить образцы любой часто нестандартной формы и покрасить их в цвета нужных оттенков.
К тому же дома можно изготовить образцы любой часто нестандартной формы и покрасить их в цвета нужных оттенков.
Немаловажным плюсом является получение навыков в изготовлении популярного изделия. Со временем это вполне может пригодиться для открытия собственного предприятия по производству тротуарных плит.
Если же этот опыт не трансформируется в способ заработка, то сам процесс производства обязательно принесет эстетическое удовольствие и гордость от проделанной работы.
Преимуществом является и уверенность в том, что использовались качественные материалы и в нужном количестве, т.е. обман исключается.
Недостаток самодельной продукции в ее меньшей прочности и долговечности. Дело в том, что в заводских условиях это бетонное изделие чаще всего делают методом вибропрессования: к обычной технологии добавляется придавливание специальным прессом. Поэтому материал получается более плотным. Такое покрытие выдерживает большую нагрузку, его можно укладывать в местах с оживленным движением.
Плита, изготовленная в домашних условиях (методом вибролитья), больше впитывает влаги, чем покупная. Со временем, особенно зимой под воздействием мороза, она может трескаться и крошиться или же просто стираться.
Защищают такое покрытие с помощью гидрофобных растворов. Это продлевает время эксплуатации плиты.
Расходные материалы и сырье
Для производства следует запастись необходимым оборудованием и инструментами. Главными являются бетономешалка, вибростол и формы для плитки.
- Для замешивания раствора лучше всего использовать бетономешалку. Если ее нет, можно попробовать переколачивать смесь с помощью дрели с соответствующей насадкой или работать лопатой и кельмой. Последний вариант, однако, слишком трудозатратный, а вымешивание при этом не достаточно тщательное.
- На вибростол ставятся формы с раствором для того, чтобы с помощью интенсивных встряхиваний вытеснить из смеси воздух.
 Таким образом, консистенция бетона получается более плотной. Стол состоит из плиты, которая крепится к металлической раме с помощью пружин, и вибродвигателя. Последний приводит в движение поверхность стола. Такое оборудование можно сделать самому или использовать для этой роли старую стиральную машину, включив ее на нужный режим.
Таким образом, консистенция бетона получается более плотной. Стол состоит из плиты, которая крепится к металлической раме с помощью пружин, и вибродвигателя. Последний приводит в движение поверхность стола. Такое оборудование можно сделать самому или использовать для этой роли старую стиральную машину, включив ее на нужный режим.
 Таким образом, консистенция бетона получается более плотной. Стол состоит из плиты, которая крепится к металлической раме с помощью пружин, и вибродвигателя. Последний приводит в движение поверхность стола. Такое оборудование можно сделать самому или использовать для этой роли старую стиральную машину, включив ее на нужный режим.
Таким образом, консистенция бетона получается более плотной. Стол состоит из плиты, которая крепится к металлической раме с помощью пружин, и вибродвигателя. Последний приводит в движение поверхность стола. Такое оборудование можно сделать самому или использовать для этой роли старую стиральную машину, включив ее на нужный режим.- Формы для бетона не являются дефицитом, и по цене они вполне доступны. В продаже есть силиконовые, пластиковые и полиуретановые. Силиконовые наиболее рельефные, но со временем быстро деформируются, выдерживают до 50 заливок, а вот формы для изготовления тротуарной плитки своими руками из пластика более долговечны и прочнее, рассчитаны на 800 циклов. Полиуретановые дороже, не так искажаются, как силикон, выдерживают 100 циклов.
- Кроме того, понадобится ведро или тазик для нагрева воды, которая используется, когда нужно вытянуть изделие из формы. А также емкости для смазки и для пластификатора, кисть, сухая тряпка, резиновые перчатки.

В раствор входит три обязательных ингредиента: вода, песок, цемент. Но для более качественной плиты в смесь добавляют крупный наполнитель, пластификатор, краситель, диспергатор. Еще нужна смазка для форм.
- От цемента зависит качество изделия. Лучше всего брать материал класса М500, допускается М400. Чем выше марка, тем лучше прочность конечного изделия. Перед покупкой следует проверить качество: если сжатый цемент в ладони сбивается в комок, то это значит, что он несвежий.
- Песок следует брать без глины, листьев, мусора и примесей. Размер – до 0,6 мм.
- Крупный наполнитель – это мелкий щебень, галька, отсев.
- Пластификатор способствует более быстрому застыванию бетона, придает ему пластичность и прочность.
- Поскольку краситель или пигмент имеет довольно высокую цену, рекомендуется окрашивать только верхнюю часть плиты, а нижнюю оставлять серой.
- Диспергатор – это вещество, которое способствует морозостойкости материала.

- Смазка используется для того, чтобы была возможность легко извлечь высохшую плитку из формы. Есть готовые составы, но можно использовать и моторное масло или даже обычное подсолнечное.
Расчет количества
Для приготовления качественного раствора следует придерживаться процентного соотношения ингредиентов. Ниже приведена таблица компонентов для изготовления тротуарной плитки толщиной 6 см.
| Составляющие раствора | Количество % | Количество кг на 1 кв. м плит |
| Цемент | 21 | 30 |
| Щебень | 23 | 32 |
| Песок | 56 | 75 |
| Пластификатор | 0,7 от общей массы | 0,05 |
| Пигмент | 7 от общей массы | 0,7 |
| Вода | 5,5 от общей массы | 8 л |
Пошаговая инструкция
Вашему вниманию подробная инструкция, как изготовить тротуарную плитку своими руками и что делать, чтобы избежать ошибок в работе.
Состав смеси для раствора
Пластификатор растворяют в небольшом количестве теплой воды. Нужно следить, чтобы не было комков.
Пигмент для изготовления цветной тротуарной плитки своими руками следует развести горячей водой (пропорции в растворе должны быть в соотношении 1:3). Краситель должен раствориться полностью.
Эти компоненты тщательно смешиваются с песком, потом добавляется щебень. Дальше все перемешивается с цементом. В процессе доливается немного воды. В конце подается основное количество воды.
Смесь считается готовой, если она плотно держится на кельме, не растекаясь по краям.
Как подготовить форму
На внутренние стенки наносят смазку, следя, чтобы там не оставались пятна от вещества. Для того чтобы форма не была слишком жирной, излишки смазки осторожно снимают сухой тряпкой.
При недостаточно жирной поверхности будет затруднено извлечение плитки.
Формовка
В формы заливают раствор. Для двухцветной плитки сначала следует положить слой цветного, а потом серого бетона.
Для двухцветной плитки сначала следует положить слой цветного, а потом серого бетона.
Формы ставят на вибростол, где они встряхиваются примерно 5 минут. На поверхности должна появиться пена, что свидетельствует о выходе пузырьков воздуха.
Сушка
Формы с бетоном складывают на полетах или стеллажах для высыхания приблизительно на 1-2 дня. Чтобы влага не испарялась слишком быстро, их накрывают целлофановой пленкой.
Плитку из формы осторожно выбивают над чем-то мягким, например, одеялом. Если изделие вынуть тяжело, то форму с наполнением опускают в емкость с горячей водой (около 60 градусов), что облегчит выемку.
После этого плитку оставляют досушиваться еще на месяц. Лишь тогда она будет пригодна для эксплуатации.
Важные нюансы в производстве, предупреждение ошибок
Если в некоторых пунктах технология производства тротуарной плитки не была соблюдена, то могут появиться различные погрешности.
- Неравномерно распределена краска. Скорее всего, она была плохо разведена или же изделие передержали на вибростоле.
- Невозможно вытянуть плитку из формы. Стенки были недостаточно смазаны.
- Образовались пузырьки или дырки. Плитку мало провибрировали, и весь воздух не вышел из смеси.
- Начала крошиться плитка. Свидетельствует о несоблюдении пропорций или же о некачественном материале.
 Скорее всего, она была плохо разведена или же изделие передержали на вибростоле.
Скорее всего, она была плохо разведена или же изделие передержали на вибростоле.В этом видео вы узнаете, как сделать тротуарную плитку в домашних условиях — простая технология изготовления своими руками:
Меры безопасности при работе
При работе с цементом одним из наиболее вредных факторов является запыленность. Поэтому перед составлением смеси следует надеть спецодежду: перчатки, респиратор или защитную маску.
Но также важно следить, чтобы не попадали на кожу и в глаза разведенные краситель или пластификатор.
Нужно быть внимательным, когда работает бетономешалка. Следует проверить целостность проводов и розетки, не пробовать качество бетона и не исправлять неполадки, когда оборудование включено в сеть.
Следует проверить целостность проводов и розетки, не пробовать качество бетона и не исправлять неполадки, когда оборудование включено в сеть.
Хоть процесс приготовления тротуарной плитки трудоемкий, результат того стоит. Через месяц выложенные красивым эксклюзивным покрытием садовые дорожки могут превратить приусадебный участок в маленький шедевр ландшафтного дизайна.
Технологическая эволюция машин для производства тротуарной плитки
Тротуарная плитка может считаться одним из наиболее используемых строительных материалов, наиболее подходящим для наружных работ, таких как садовое покрытие, тротуары и другие.
Он не является одним из самых предпочтительных только из-за простоты изготовления или экономичности, но также из-за его эстетического характера как по форме, так и по цвету, например, существует множество различных типов брусчатки, названных в соответствии с их формами: блокировка брусчатка, прямоугольная брусчатка, шестиугольная брусчатка, брусчатка с S-образным замком, восьмиугольная брусчатка, детская брусчатка и многое другое.
Со временем было разработано множество технологий для производства тротуарной плитки, от форм для брусчатки ручной работы, пластиковых форм для брусчатки до механизированного процесса с использованием машин и стальных форм для брусчатки. Это технологическое открытие придало индустрии дорожного покрытия совершенно новый аспект и мгновенно увеличило производство при минимальной потребности в мастерстве. Ключевым моментом в этом методе является форма для асфальтоукладчика , которая изготавливается отдельно от формовочной машины в соответствии с желаемой формой (вы можете прочитать эту статью для получения дополнительной информации о том, как купить подходящие формы для бетона и тротуарной плитки). Принцип работы очень прост, Форма для асфальтоукладчика устанавливается на формовочную машину, и сырье загружается в соответствии со стандартной партией, затем операторы машины инициируют процесс формования.
Брусчатка используется в саду для получения красивого и аккуратного вида. с помощью тротуарной плитки , мы можем отделить зеленые зоны от личных или прогулочных зон, и это избавляет пользователей от необходимости часто ходить по лужайке в саду и раздавливать их. Они также очень полезны для многих муниципалитетов при использовании тротуаров и других городских площадей, требующих пешеходных зон и разделения пространства.
с помощью тротуарной плитки , мы можем отделить зеленые зоны от личных или прогулочных зон, и это избавляет пользователей от необходимости часто ходить по лужайке в саду и раздавливать их. Они также очень полезны для многих муниципалитетов при использовании тротуаров и других городских площадей, требующих пешеходных зон и разделения пространства.
Формы для тротуарных блоков чаще всего запрашиваются у производителя клиентами, но с модернизацией производства форм для тротуарных блоков в игру вступили многие заводы по производству бетонных блоков, и эти заводы вкладывают больше средств в приобретение машин для форм для бетонных блоков. .
Формы для производства тротуарной плитки
Это формы для производства тротуарной плитки, которые в основном используются для наружных работ, что обусловлено их высокими эстетическими свойствами. Бетоноукладчики, изготовленные из этой формы, могут иметь различные декоративные узоры, что делает их очень требовательными в производстве бетонных покрытий. Работы по укладке тротуарной плитки характеризуются производством брусчатки и установкой/размещением на тротуаре, что включает производство вручную вручную с использованием рабочей силы или с помощью машин с использованием машин для укладки брусчатки и форм для брусчатки. Mega Mold является примером такого поставщика форм для мощения бетонных блоков. В Mega Mould машины и формы для тротуарной плитки изготавливаются и отправляются клиентам в разные точки мира.
Работы по укладке тротуарной плитки характеризуются производством брусчатки и установкой/размещением на тротуаре, что включает производство вручную вручную с использованием рабочей силы или с помощью машин с использованием машин для укладки брусчатки и форм для брусчатки. Mega Mold является примером такого поставщика форм для мощения бетонных блоков. В Mega Mould машины и формы для тротуарной плитки изготавливаются и отправляются клиентам в разные точки мира.
В заключение, как для частного, так и для общественного использования, тротуарная плитка выделяется как один из наиболее подходящих материалов благодаря своей технологичности, экономичности, а также экологичности.
Mega Plood — Индустрия плесени
Paving Slab производит электроэнергию с ногами
Share на Facebook
Share на Twitter
Share на REDDIT
.0002 Отправить по эл. не подключен к национальной сети. Лучше всего для этого требуются в основном бывшие в употреблении шины и бетон.
Изобретение является детищем выпускника промышленной инженерии Лоуренса Кембол-Кука, который придумал эту идею, усовершенствовал ее на последнем курсе Университета Лафборо в центральной Англии, запатентовал ее, основал свою компанию Pavegen и теперь занят ее внедрением. к миру.
«Я изучал застроенную среду и смотрел на солнечную и ветровую энергию. Я понял, что очень сложно получить хорошие модели окупаемости фотоэлектрических солнечных батарей в городских условиях — у вас есть затенение, ограничения по планированию — и ветер тоже не сильный, потому что у вас турбулентность», — сказал он ClimateWire .
«Я бросил университет, и около двух лет назад начались американские горки. Я начал с 50 фунтов стерлингов в кармане. Мы прошли через друзей и семью, состоятельных людей, и теперь у нас есть институциональная поддержка, » добавил он.
Как и в случае со многими другими изобретениями, идея казалась простой — хитрость заключалась в том, чтобы воплотить ее в жизнь, а затем бороться за выход на рынок.
Каждая плита имеет поверхность из переработанных грузовых шин и основу из переработанного полимербетона.Из коридоров колледжа на поля сражений?
Итак, начнем с материала, который, скорее всего, оказался бы на свалке. Каждый шаг вдавливает резиновую поверхность примерно на 5 миллиметров или пятую часть дюйма. Это, используя механизм, который Павеген не хочет обсуждать, преобразуется в электроэнергию, которую можно либо хранить, либо использовать немедленно, либо — в более крупных установках — передавать в национальную сеть.Хотя Кембалл-Кук не обсуждал этого, ученые и изобретатели работали с явлениями, близкими к тому, с чем он экспериментировал, с середины 18 века. Он известен как пьезоэлектричество, в основном электрический заряд, который накапливается в определенных твердых телах, включая кристаллы, кости и некоторые полимеры, в ответ на приложенное механическое напряжение. Слово происходит от греческого глагола piezo или piezein , что означает сжимать или давить.
Агентство перспективных исследовательских проектов Министерства обороны США (DARPA) предприняло попытку питать боевое оборудование с помощью пьезоэлектрических генераторов, встроенных в солдатские ботинки; однако от первоначального проекта отказались, среди прочего, из-за того, что ботинки были неудобными.
Как описывает свое изобретение Кембалл-Кук: «Каждый раз, когда кто-то ходит по плите, она преобразует кинетическую энергию шагов в электричество, так что это автономное решение для энергоснабжения городских пространств и транспортной инфраструктуры».
«Десять плит вокруг уличного фонаря будут питать его всю ночь от энергии, вырабатываемой в течение дня. Вы можете получить 20 или 30 секунд света от небольшого светильника с одного шага. Мы сейчас работаем над гораздо более крупными системами. Представьте себе покрытие Трафальгарской площади этими плитами и использование всего электричества от тысяч людей, которые проходят по ней каждый день», — добавил он. 9№ 0003
Плиты предназначены для замены существующих напольных покрытий и, поскольку они водонепроницаемы, могут использоваться как внутри, так и снаружи помещений.
Вырабатываемая мощность может использоваться для питания осветительных приборов, рекламных вывесок, сигнализации, музыкальных систем или даже для подзарядки устройств. Модели с дисплеем подают слабый электрический ток для питания светодиодов (LED).Первой, кто ухватился за возможность использования ножного освещения, была старая школа Кемболл-Кук в графстве Кент на юго-востоке Англии. В декабре прошлого года школа покрыла пол коридора энергоблоками, которые освещают территорию, так как 1100 учеников стараются пользоваться коридором как можно чаще.
Должен танцевать
И это был только первый шаг.Группа из 20 плит Pavegen будет установлена в центре гигантского торгового центра в восточной части Лондона, который недавно открылся рядом со стадионом, на котором в следующем году пройдут Олимпийские игры.
Каждый день десятки тысяч людей проходят через него по пути на стадион или со стадиона, и каждый их шаг помогает освещать торговый центр.
Другая часть вознаграждения будет заключаться в помощи владельцам в достижении их жестких целей в области устойчивого развития.Кембалл-Кук нацелился на более крупные проекты. «Мы рассматриваем транспортные узлы, такие как аэропорты и вокзалы, торговые центры. В среднем человек проходит 1,8 км [1,1 мили] за поездку в аэропорт. Мы тщательно протестировали плиты, и они прочные. эквивалент миллионов шагов», — сказал он.
«Наша система может быть установлена в самых разных местах. Для нее нет ниши», — объяснил он.
Вовлечение ходячих в продукт. «Люди очарованы этим. Они хотят взаимодействовать с ним». он сказал. Это стало очевидным с оригинальными плитами, у которых в середине есть небольшая светодиодная лампа, которую можно включить отпечатком ноги. Есть и другие типы, которые просто вырабатывают электроэнергию для внешнего использования.
«Когда команда Pavegen взяла набор плит на музыкальный фестиваль в сентябре, они записали 250 000 шагов всего за три дня, когда люди танцевали на них, чтобы сделать собственное освещение для дискотек», — объяснил изобретатель.

 Каждая плита имеет поверхность из переработанных грузовых шин и основу из переработанного полимербетона.
Каждая плита имеет поверхность из переработанных грузовых шин и основу из переработанного полимербетона.
 Вырабатываемая мощность может использоваться для питания осветительных приборов, рекламных вывесок, сигнализации, музыкальных систем или даже для подзарядки устройств. Модели с дисплеем подают слабый электрический ток для питания светодиодов (LED).
Вырабатываемая мощность может использоваться для питания осветительных приборов, рекламных вывесок, сигнализации, музыкальных систем или даже для подзарядки устройств. Модели с дисплеем подают слабый электрический ток для питания светодиодов (LED). Другая часть вознаграждения будет заключаться в помощи владельцам в достижении их жестких целей в области устойчивого развития.
Другая часть вознаграждения будет заключаться в помощи владельцам в достижении их жестких целей в области устойчивого развития.