Программы для создания моделей на 3d принтер. Для 3д принтера
10 правил подготовки модели к 3D печати / Хабр
Скачал модель, распечатал, пользуйся — что может быть проще!? Но, если говорить про FDM 3D-принтеры, то не каждую модель можно распечатать, и практически каждую модель(не подготовленную для 3D-печати) приходится подготавливать, а для этого необходимо представлять как проходит эта 3D-печать. Для начала пара определений:Слайсер – программа для перевода 3D модели в управляющий код для 3D принтера.(есть из чего выбрать: Kisslacer, Slic3r, Skineforge и др.). Она необходима, т.к. принтер не сможет скушать сразу 3D модель (по крайней мере не тот принтер о котором идёт речь). Слайсинг (слайсить) – процесс перевода 3D модели в управляющий код.
Модель режется (слайстися) по слоям. Каждый слой состоит из периметра и/или заливки. Модель может иметь разный процент заполнения заливкой, также заливки может и не быть (пустотелая модель). На каждом слое происходят перемещения по осям XY с нанесением расплава пластика. После печати одного слоя происходит перемещение по оси Z на слой выше, печатается следующий слой и так далее.
1.Сетка
Пересекающиеся грани и ребра могут привести к забавным артефактам слайсинга. Поэтому если модель состоит из нескольких объектов, то их необходимо свести в один.Но нужно сказать, что не все слайсеры чувствительны к сетке (например, Slic3er). И даже если сетка кривая, а исправлять её руками лень, то есть прекрасный бесплатный облачный сервис сloud.nettfab.com, который поможет в большинстве случаев.
2. Плоское основание
Желательное, но не обязательное правило. Плоское основание поможет модели лучше держаться на столе принтера. Если модель отклеится (этот процесс называют деламинацией), то нарушится геометрия основания модели, а это может привести к смещению координат XY, что ещё хуже.Если модель не имеет плоское основание или площадь основания мала, то её печатают на рафте — напечатанной подложке. Рафт портит поверхность модели, с которой соприкасается. Поэтому при возможности лучше обойтись без него.
3. Толщина стенок
Стенки должны быть равными или толще, чем диаметр сопла. Иначе принтер просто не сможет их напечатать. Толщина стенки зависит от того, сколько периметров будет печататься. Так при 3 периметрах и сопле 0,5mm толщина стенок должна быть от 0.5, 1, 1.5, 2, 2.5, 3mm, а свыше может быть любой. Т.е.толщина стенки должна быть кратна диаметру сопла если она меньше N*d, где N — количество периметров, d — диаметр сопла.4. Минимум нависающих элементов
Для каждого нависающего элемента необходима поддерживающая конструкция – поддержка. Чем меньше нависающих элементов, тем меньше поддержек нужно, тем меньше нужно тратить материала и времени печати на них и тем дешевле будет печать. Кроме того поддержка портит поверхность, соприкасающуюся с ней. Допускается печать без поддержек стенок, которые имеют угол наклона не более 70 градусов.5. Точность
Точность по осям XY зависит от люфтов, жёсткости конструкции, ремней, в общем, от механики принтера. И составляет примерно 0.3 мм для хоббийных принтеров. Точность по оси Z определяется высотой слоя ( 0.1-0.4 мм). Отсюда и высота модели будет кратна высоте слоя. Также необходимо учитывать, что после остывания материал усаживается, а вместе с этим изменяется геометрия объекта. Существует ещё программная сторона проблемы — не каждый слайсер корректно обрабатывает внутренние размеры, поэтому диаметр отверстий лучше увеличить на 0.1-0.2 мм.6. Мелкие детали
Мелкие детали достаточно сложно воспроизводятся на FDM принтере. Их вообще невозможно воспроизвести, если они меньше, чем диаметр сопла. Кроме того при обработке поверхности мелкие детали станут менее заметны или исчезнут вовсе.7. Узкие места
Узкие места очень сложно обрабатывать. По возможности необходимо избегать таких мест, требующих обработки, к которым невозможно подобраться со шкуркой или микродрелью. Конечно, можно обрабатывать поверхность в ванне с растворителем, но тогда оплавятся мелкие элементы.8. Большие модели
При моделировании необходимо учитывать максимально возможные габариты печати. В случае если модель больше этих габаритов, то её необходимо разрезать, чтобы напечатать по частям. А так как эти части будут склеиваться, то неплохо бы сразу предусмотреть соединения, например, «ласточкин хвост».9. Расположение на рабочем столе
От того, как расположить модель на рабочем столе зависит её прочность. Нагрузка должна распределяться поперек слоев печати, а не вдоль. Иначе слои могут разойтись, т.к. сцепление между слоями не 100%. Чтобы было понятно, взглянем на две Г-образные модели. Линиями показаны слои печати.От того как приложена сила относительно слоёв зависит прочность напечатанной детали. В данном случае для правой «Г» достаточно будет небольшой силы, чтобы сломать её.
10. Формат файла
Слайсеры работают с форматом файла STL. Поэтому сохранять модель для печати нужно именно в этом формате. Практически любой 3D редактор умеет экспортировать в этот формат самостоятельно или с использованием плагинов.PS: Теперь вы знаете тонкости моделирования для FDM 3D печати и, надеюсь, они вам пригодятся. Удачного 3D-моделирования!
habr.com
Программы для 3D печати и 3D принтера
Стремительное развитие технологий аддитивной печати было бы невозможным без современного программного обеспечения. Раньше приходилось подолгу осваивать графические редакторы и изучать азы инженерного моделирования для создания элементарных предметов.
Сегодняшний софт для 3d принтера позволяет практически полностью автоматизировать печатный процесс и значительно упростить обращение с высокотехнологичной техникой.
Практически все 3D печатающие устройства управляются так называемым G-кодом – это общепринятый язык, применяемый для аппаратов этого вида.
Что такое G-код
Таким наименованием окрестили в 60-х годах язык для станков с ЧПУ. Его начала разрабатывать американская компания Electronic Industries Alliance, затем стали применять практически все производители и пользователи автоматизированных станков.
G-код представляет собой структуру и синтаксис написания команд для обрабатывающего станка. G-код имеет международную базовую структурную основу, утверждённую американской и европейской системами стандартизации. Однако существует множество специфических дополнений и модификаций, которые локально используют производители станков и крупные корпорации, выпускающие оборудование.
Последовательность создания объёмного модели
Для того, чтобы получить любое изделие в 3D нужно решить две задачи:
- Создать математическое описание объекта – объёмную модель;
- Объяснить устройству, как её печатать – в какой момент времени в какую точку добавить материал и как его отвердить.
Для построения трёхмерных объектов, как и для управления печатью, существуют специальные программы для 3D принтера.
Виды 3-х мерных объектов
Осуществляющие 3D печать программы работают с моделями трёхмерных объектов. Они не только имеют различные конфигурации построения файлов, но и не одинаковы по наполнению. Модели объёмных объектов делятся на два вида:
- Твердотельные;
- Поверхностные – сеть.
Твердотельный объект (Solid) – векторная модель, описывающая тело полностью с помощью математических векторов. В ней каждая точка имеет значения (координаты, вес, цвет, любые другие свойства). Так как свойства и координаты описаны с помощью векторов такой объект имеет бесконечную детализацию.
Поверхностный объект (Mesh) – модель, описанная «сеткой». Математическими векторами описаны только «нити» сетки, опоясывающие поверхности предмета. Сеть имеет шаг между нитями, определяющими точность описания свойств модели и её частей.
Твердотельные модели содержат много информации, которая требует большое количество ресурсов. Поверхностные объекты значительно меньше по объёму, но точность отображения их свойств ограничена параметрами сетки.
Некоторые промышленные печатающие устройства, как и сложные станки с ЧПУ «умеют» работать с твердотельными массивами. Однако, все массовые бытовые и промышленные принтеры заточены только для работы только с поверхностными (сетевыми) моделями.
Что такое слайсеры и зачем нужны?
Слайсер – изначально это утилита, которая умеет из поверхностного массива сделать нарезку параллельными плоскостями и перевести полученную информацию в G-код. Ведь головки экструдера работают именно таким образом, строя объект последовательным наращиванием «срезов» поверхностей в параллельных плоскостях.
Поэтому при выходе на рынок трёхмерных принтеров появились утилиты, которые нарезают эти плоскости и, затем, управляют драйверами шаговых двигателей и соплами принтера. С развитием печатного дела в этой области, слайсеры стали оснащать и простыми инструментами построения трёхмерных объектов.
Средства, изначально предназначенные для трёхмерного моделирования намного мощнее. В них можно строить объекты любой сложности и деталировки. Но работа с ними требует определённых навыков. Тем не менее, инструменты САПР(CAD или CADD — система автоматизированного проектирования) тоже получили значительное развитие с появлением трёхмерной печати. Сегодня все мощные программы моделирования имеют встроенные возможности по компилированию своих моделей в файл формата *.stl.
Развитие печати твёрдыми материалами происходит несколькими путями. Разработчики слайсеров, другого полезного прикладного софта тоже не стоят на месте. К примеру, появились попытки представления конечного изделия со всеми возможными его изъянами и ограничениями. Это бывает очень полезно. Мощные САПР пока не могут похвастаться такими полезными возможностями, хотя в их приложениях реализованы подобные вещи для литья и механической обработки.
Кроме того, интерфейсы слайсеров сделаны интуитивно понятными и очень простыми для пользователя. Простые предметы в слайсере построить намного легче даже и опытному пользователю САПР. Значительное преимущество слайсеров, кроме простоты и доступности – фактор стоимости. Большинство из них бесплатные и свободные к распространению. Есть и платные инструменты, но их стоимость не так велика по сравнению со стоимостью САПР. Все хорошие слайсеры и оболочки имеют инструменты редактирования и построения простых объектов.
Слайсеры и программы для работы с моделями для 3D принтера
Если Вы уже используете 3D принтер, программа слайсер к нему поставлена в комплекте с первичными настройками. Однако, этого не всегда достаточно для решения Ваших задач. Программное обеспечение для 3d принтера поставляется производителем пока ещё без учёта пользовательских потребностей.
Программы, используемые для работы с 3d принтером в основном бесплатные. Только некоторые из них имеют платные версии или расширения. Все бесплатные программы, предоставляемые для 3d принтера разработчиками, пока поддерживаются и обновляются тоже на свободной основе. Многие из них имеют открытый код.
Софт, распространяемый для 3d принтера, с интерфейсом на русском языке пока довольно малочисленны. Но отечественный рынок довольно быстро растёт, увеличивается и количество адаптированного софта. Порядок представленных ниже утилит ориентирован на мировую популярность.
Наиболее распространённые слайсеры и другой полезный софт для 3D принтера представлены ниже:
Kissslicer

Одно из самых популярных средств для работы с печатью моделей. Есть платная и бесплатная версии. Платная отличается поддержкой нескольких сопел, облачным сервисом, библиотеками, большим количеством настроек, инструментов.
Почти все платные опции нужны для аппаратов с несколькими соплами и построения сложных объектов. Нет больших возможностей по редактированию. Зато реализована функция непосредственного редактирования G-кода, что позволяет напрямую управлять всеми органами устройства.
Бесплатная версия для любой операционной системы. На этой же странице можно перейти к платной профессиональной версии.
Скачать Kissslicer (Бесплатная)
Cura

Одно из самых удобных и интуитивно понятных приложений от производителя 3D принтеров Ultimaker. Получила самое большое распространение – это самый популярный слайсер для 3D принтера. Кроме инструментов редактирования, настроек материала, опций печати, включён ряд удобных функций по расчёту количества материала и его стоимости, веса изделия. Имеет открытый код. Полностью бесплатная, обновляемая утилита.
Скачать Cura (Бесплатная)
Slic3r

Один из наиболее универсальных и проработанных продуктов с точки зрения построения и редактирования G-кода для принтера. Есть настройки практически всех функций непосредственной печати, поддержку нескольких сопел и нескольких типов применяемых материалов. Реализована возможность редактирования G-кода пользователем.
Скачать Slic3r (Бесплатная)
CraftWare

Эта утилита построена очень интуитивно просто. Вместе с тем, имеет несколько преимуществ. Три режима разделяют подготовку к созданию изделия на функции:
- Работа с моделью;
- Работа с поддержками и заполнением пустот;
- Слайсер – нарезка модели для печати.
Отдельно реализуются настройки печати. Есть функции определения времени и предварительной стоимости, функция просмотра фаз построения по времени.
Скачать CraftWare (Бесплатная)
123D Catch

Это инструмент от Autodesk, который позволяет создать 3D объект из снимков камеры. Существует версия и для Android, позволяющая сделать из смартфона 3D сканер. В результате обработки снимков с различных ракурсов строится поверхностный объёмный объект в нескольких распространённых форматах 3D графики.
Все операции проводятся в облачном сервисе с использованием электронной почты для получения конечного файла. Визуализация изделия происходит непосредственно в среде утилиты. Распространяется и поддерживается бесплатно.
Скачать 123D Catch (Бесплатная)
3D Slash

Очень мощная облачная программа, позволяющая создавать, редактировать и печатать 3D объекты. Интуитивно понятный, интерактивный интерфейс хорошо воспринимается для использования всех функций. Кроме загрузки, создания, редактирования объектов реализованы все функции слайсера и управления печатью. Пожалуй, самая простая и универсальная программа для 3d принтера, позволяющая создавать и печатать различные предметы.
Скачать 3D Slash (Бесплатная)
TinkerCAD

Полностью облачный сервис от Autodesk, который позволяет работать с 3D моделями, создавать их, редактировать, отправлять на печать. Существует очень большое количество сервисов и возможностей, функций построения и управления печатью. Это не самая функциональная утилита для управления принтером, так как изначально разрабатывалась для других прикладных станков, но эти функции постоянно развиваются разработчиком, увеличивается охват различных стандартов.
Начало работы с сервисом на русском языке возможно после регистрации по этой ссылке . Там же предложен небольшой обучающий курс.
3DTin

Онлайн редактор для построения и редактирования сетевых 3D моделей. Очень простой, быстрый и интуитивно понятный. Не требует начальных навыков. Работает только в облаке. Позволяет создавать простые предметы с последующей их конвертацией в stl – файлы.
Сервис представляет собой одну из свободно распространяемых CAD tools, работа с которыми возможна только после регистрации на https://www.tinkercad.com/ или сервере инструментов Autedesk http://formit360.autodesk.com/.
Blender 3D

Интересный трёхмерный редактор. Очень прост, но довольно функционален для построения различных изделий из большой библиотеки примитивов. Для редактирования есть набор удобных инструментов. Сохраняет файлы в большинстве используемых форматов, поэтому его часто используют в качестве конвертора. Изначально утилита была написана для объёмной анимации, но постоянные доработки и расширения сделали её вполне пригодной для конструирования деталей. Инструмент распространяется бесплатно, имеет открытый код.
Скачать Blender 3D (Бесплатная)
Подведем итоги:
Перечень представленных инструментов совсем не полный – их уже существует намного больше. Появляются новые, а существующие очень быстро совершенствуются. Появляются интуитивно понятные возможности редактирования G-кода, простые способы редактирования поверхностных объектов, инструменты наглядного управления непосредственными функциями печати. Мы стоим на пороге технологического взлёта этой новой отрасли, внося свой посильный пользовательский вклад в её становление и совершенствование.
make-3d.ru
Как создать модель для 3D принтера
Если у вас или у ваших друзей появился 3d принтер, то можно распечатать множество интересных конструкций. Готовые можно скачивать с сайтов, таких как Pinshape или Thingiverse, но рано или поздно вам захочется напечатать свою собственную модель. Это не проблема, если у вас уже есть опыт работы с 3D-моделями и вы «одной левой» создаёте произведения искусства на компьютере. Но что же делать тем людям, которые не увлекались CAD (computer-aided design) и не имеют доступ к программному обеспечению для 3D моделирования? Тут встает вопрос: Как создать модель для 3D принтера?
Есть хорошая новость! В интернете появился сервис Tinkercad Autodesk, который является бесплатным веб-инструментом по дизайну, позволяющий создавать 3D-объекты. После создания вашего творения, его можно успешно загрузить на компьютер проект в формате, готовом к печати на 3D-принтере.
Итак, что для этого необходимо:
Шаг 1: Регистрируем на Tinkercad бесплатный аккаунт, используя Facebook, Twitter или адрес электронной почты.
Шаг 2: После этого сервис покажет вам пару уроков, благодаря которым вы узнаете основы навигации, способы управления камерой и прочие возможности.
Шаг 3: Когда вы пройдете все уроки, то сможете приступить к созданию проекта. Для этого необходимо вернуться к «приборной панели» (dashboards) Tinkercad и нажать кнопку «Создать новый проект» (Create New Design). Вы перейдете на страницу разработки вашей модели, и сервис предложит рандомное забавное имя проекта. Чтобы изменить название, необходимо кликнуть на «Дизайн>Свойства» (Design > Properties).
Шаг 4: Теперь пришло время, чтобы начать создание вашей модели. Панель на правой стороне предлагает широкий ассортимент сборных форм, которые можно перетащить на рабочую плоскость. Вы также можете импортировать 2D или 3D форму, если она у вас есть. Для примера, нажмите «Геометрическая» (Geometric), а потом перетащите шестигранную призму на рабочую поверхность.
Шаг 5: Обратите внимание, что форма имеет пять белых «точек», по одной на каждом углу и одна вверху в центре, которые применяются для изменения размеров вашей модели. При наведении указателя мыши на одну из них, вы увидите, что появляется соответствующее измерение. То, что выглядит как черная слеза над центральной точкой, используется для подъема и опускания объекта относительно рабочей плоскости.
Шаг 6: Как только вы закончите создание вашей модели, нажмите «Дизайн> Скачать для 3D печати» (Design > Download for 3D Printing) и вы сразу получите STL файл с вашим проектом, который можно распечатать на 3D принтере.
Вот и всё! Это замечательный сервис, чтобы легко и просто создавать 3D-объекты для печати.
Прежде чем вы вернетесь к нему, вот пара простых советов для начинающих пользователей Tinkercad:
- Используйте колесо мыши для быстрого увеличения или уменьшения масштаба.
- Нажмите и удерживайте правую кнопку мыши, а потом перемещайте курсор, чтобы изменить угол обзора.
it-lenta.ru
Основные комплектующие для 3D принтера
Добавлено в закладки: 3
Что и где купить
(В помощь начинающему принтеростроителю. Общий список комплектующих для сборки 3D принтера)
Материал корпуса: фанера, акрил, алюмокомпозит (дибонд), алюминий, сталь
Цилиндрические направляющие: 8mm, 10mm, 12mm
zaxis.ru, cnc-tehnologi.ru, duxe.ru, darxton.ru, nioz.ru, ivilol.ru
Линейные подшипники под диаметр направляющих. Будьте осторожны, часто попадаются бракованные подшипники (люфтят, шумят). Так что нужно брать с запасом.
Плоские рельсы с длинными каретками MGN9H
ссылка
Трапецеидальные винты для оси Z
ссылка
Шаговые двигатели Nema 17 на ток от 1,2A до 2A
ссылка
Ремни GT2
ссылка
Ремни MXL с металлокордом для H-Bot (дубовый – использовать обдуманно!)
ссылка
Шпули GT2
ссылка
Концевые выключатели
ссылка
Шлейф
ссылка
Нагревательный стол
Стандартный MK2b
Увеличенный 300×200
Стекло на стол
ссылка
Но лучше заказать оконное в своём городе
Алюминиевое основание стола
ссылка
Шестигранные столбики с резьбой для стола
ссылка
Термистор для стола
ссылка
Термопаста или термоклей для термистора стола (КПТ8, Алсил, Радиал)
В магазине радиодеталей
Светодиод для индикации работы стола
ссылка
Резистор для светодиода стола 1кОм
Реле включения для стола
Твердотельное
Автомобильное
HotEnd – Хотэнд – Печатная головка – Горячий конец
LCD экран с энкодером
ссылка
Плата RAMPS 1.4 с драйверами A4988 и Arduino Mega 2560
ссылка
Блок питания 12В 30А
ссылка
Подшипники
Штекер для шлейфа
Штекера Dupont
ссылка
Контакты для штекеров Dupont
ссылка
Провода
ссылка
Винты, гайки, шайбы, пружинящие шайбы (М3, M4)
superbolt.ru, metizi.com
Болт М8, HobbedBolt
Шпилька М8 или М6 для перемещения по Z
в строительном магазине
Латунные гайки для шпилек
Установочный винт М3 для крепления малой шестерёнки экструдера
Кабельканал
Труба для держателя катушки с прутком
Нейлоновые стяжки для крепления линейных подшипников и проводов
Специфические комплектующие для боуден хотэнда по технологии Андрея 3D-SPrinter
Ролик для экструдера МК8 диаметром 9 мм
ссылка
Фиттинг под трубку OD 4mm
ссылка
Трубка PTFE ID 2mm OD 4mm
ссылка
Термобарьер с отверстием 4,1 мм
ссылка
Расходники
Пластиковый пруток для печати, соответствующий хотэнду.
Скотч, плёнка, лак, клей для удержания детали на столике во время печати.
Инструмент для сборки и монтажа
Вспомогательный инструмент
- Шабер для снятия заусенцев
- Пинцет
- Штангенциркуль
- Напильники и надфили
- Дрель
- Наждачная бумага
Более точные ссылки можно всегда спросить на форуме. Ссылка на форум для обсуждения и дополнения списка
   2015-12-01      Раздел: Новичку, Постройка 3D принтера    Автор: AKDZG Просмотров: 31 763   8 комментариев
Автор: AKDZG Просмотров: 31 763   8 комментариев
3deshnik.ru
Теперь я знаю каким НЕ должен быть 3D принтер
Добавлено в закладки: 0
Конструктор в наследство, или глаза боятся, а руки делают
Теперь я знаю каким не должен быть принтер ). Именно это я отвечаю, удивляющимся друзьям, моему новому увлечению. Если вы только интересуетесь какой принтер приобрести, то я бы посоветовал пройти мой путь, прежде чем покупать готовый принтер. Говоря о новом пути, я не имею ввиду пафосного подтекста, просто сначала надо набить некоторые шишечки. Мне достался “принтер” фирмы “Мы тоже фирма”, а если точнее то k86. По сути это китайский конструктор, не имеющий названия, отпечатанный на другом принтере. В сборке принтера нет ничего сложного даже для тех, кто никогда не держал в руках паяльник, но есть масса вопросов, которые быстро теряют актуальность по мере приобретения опыта. Получается что они появляются и исчезают, не успев выразиться в виде текста. В этой статье я и займусь обозрением этих вопросов. Ибо копаясь на просторах, я накопил базу требований к новому принтеру, чем с вами и поделюсь.
Моё чудище
Прозрения:
- В рунете огромное количество подробных инструкций, и минимальное количество “отсылок” вас любимого в поисковик, вместо ответа на форумах. Видимо я всегда ходил мимо.
- Мне всегда казалось что технология печати дело высоко технологичное и требует глубокого “вгрызания” в вопрос, на деле оказалась надёжная и простая технология как складной нож.
- Не стоит терять время на допиливание мелких деталей, пока не устранены более серьёзные недостатки печати. Клеевой пистолет, хомуты и стяжки наше всё. Начните печатать как можно быстрее, а то рискуете потерять энтузиазм.
- Наблюдать за ходом работы экструдера я могу пожалуй бесконечно, это завораживает больше чем огонь в камине. Наблюдать как виртуальная деталь на глазах материализуется – бесподобно. Особенно когда это делает робот точными и выверенными движениями.
- Сложность печатаемой детали ограничивается лишь нашей фантазией.
Первые шаги. С какой бы стороны подступиться?!
Брошенное дитя…
Конструктор мне отдал товарищ, а его сосед который поднаторел в этом деле ведал тоном знатока, что он два года потратил на то чтоб выдать более менее сносное изделие. Заверял меня в том, что передаваемая мне груда железа никогда не выдаст толковых результатов. Надо купить новую стальную раму и т.д. Ох еслиб я всегда верил опытным людям на слово ))….
Частично рама, если её так можно назвать была уже собрана. Надо было приколхозить только концевики, удлинить провода и как-то защитить конструкцию от окружающего мира, в моём понимании у принтера должен быть кожух ака корпус. Далее вы увидите фотки в которых я многократно использовал клеевой пистолет, и не тороплюсь что-то менять. Лучшее – враг хорошего ). В итоге на сборку у меня ушло не более двух месяцев, при учете уделения вопросу 2ух дней в неделю.
Прогнозирование узлов и агрегатов. Для своего текущего или второго принтера
Как только я начал печатать чаще чем одна деталь в день, то у меня от нагрева стола “поплыла” деталь которая удерживала ремень зубчиками. Проблема была решена выпиливанием из цельного куска металла замены. В такие моменты постигает разочарование тем, что пластик – не наше всё )). Зубцы пропиливал ножовкой, погрешность оказалась соответствующей. Параллельно заказал на али вот такую, лежит и ждет своего часа. Но пока работает и старая, вообще надо стараться не давать нагреваться узлам изготовленным из ABS. Не смотря на то, что рабочая темперча обещается как 90 цельсиев. Под нагрузкой он “поплывёт”.
Корпус для платы управления я долго выбирал на . Сразу хочу вас предупредить, что большинство готовых деталей из библиотек вам придется допиливать напильничком. И придется вам осваивать SolidWorks, On-Shape, Blender. Благо что первый и второй элементарны в освоении.
Напечатайте запасные узлы для удержания и обдува экструдера, если сломается обдув, то термобарьер всё сплавит ). Если выбирать между печатью поддержки вертикальных опор и креплением экструдера у принтера из конструктора, то очевидно, что без экскрудера вы потом ничего не напечатаете. Запасные узлы и агрегаты надо иметь!
Планируйте в итоге одеть принтер в кожух, печать дешевыми видами пластика всё-таки токсична, а иногда принтер печатает несколько часов. Некоторые виды пластика прямо таки воняют. Я свой на период печати выношу на балкон и поэтому замкнул всё что может греться внутри бокса, чтобы противостоять низкой температуре окружающей среды. (Балкон остеклённый)
моя первая серьёзная проблема, которую мне не могли помочь решить.
В начале пути я столкнулся с проблемой дисплея на фотке слева. Я не знал что я сделал не так, может провода не так подключил, может с прошивкой напортачил. Никто не смог мне дать чёткого ответа, а я не хотел покупать дисплей не будучи уверенным, что проблема именно в нем. Но в итоге действительно виноват был именно он. Хотя в принципе печатать и можно без него, подключив принтер напрямую к компу, но уверяю, что с ним удобно.
Итак на что стоит обратить внимание при выборе принтера
Речь пойдёт только о принтерах послойного наплавления (FDM).Первое, это конечно тип механики. Не рекомендую начинать с Дельта-принтера, пусть это будет ваш второй принтер, так как требует определённых навыков в настройке и калибровке.
Диаметр прутка. Есть два наиболее распространённых типа – 1.75мм и 3мм в диаметре. Опыта с 3мм у меня нет, подозреваю что он более пригоден для печати толстыми соплами и скорее всего деталей не требующих высокой точности исполнения.
В печатающей головке не будет привода прутка, он будет вывешен отдельно (боуден экструдер). Я буду стремиться, чтобы головка была максимально лёгкая, ведь еще придется вешать обдув. Кстати обдув должен быть по всему периметру. Если он будет направлять поток в одну сторону, то одна сторона детали не будет остывать. А близость раскалённого сопла к детали не добавляет ей точности.
Принтер с двигающимся столом по оси Y, т.е. вперед назад.. следующий принтер не будет таким у меня )). Дело в том, что в этом случае нужно обеспечить надежную фиксацию кабеля нагрева “стола”, а колхозить кабель каналы в этом случае не очень удобно. Если будет печататься массивная деталь, то это может создать инерционные колебания, что скажется на скорости печати. Я приклеил 4мм стекло к нагревательному столу, и это сильно утяжелило конструкцию.
Электроника может быть самой простой, например у меня Arduino Mega 2560 + Ramps 1.4. Это бюджетное исполнение и уже его хватает для печати деталей, глядя на которые ваши друзья скажут “ух ты“.
Узлы и агрегаты должны быть легкодоступны для ремонта, если вы собираете сами. У меня в конструкторе длины проводов хватало лишь чтобы бросить плату управления рядом с выходом их из кабель канала и ни на какой корпус уже бы не хватило длинны. Я долго ленился их нарастить, но в итоге у меня нарощено практически всё )). Закупитесь проводочками. Планируйте как будет пролегать ваша магистраль проводов.
Убедитесь что мощности блока питания хватит на все запросы. Мне пришлось поставить дополнительный от компа, чтоб питать вентилятор охлаждения платы и экструдера. Они у меня включаются отдельным тумблером.
Концевики максимума ставить не обязательно, я хоть и поставил, но мой принтер ни разу в них не упёрся ).
Автоматическая калибровка стола. Как только вы открутите хотэнд или всю конструкцию экструдера, то скорее всего придётся снова калибровать стол. Я плюнул, и печатаю детали через построение плота (Raft).
Какое сопло выбрать?
По моим наблюдениям, самое распространённое имеет выходное отверстие 0,4мм. Я пробовал в диапазоне от 0,2 до 0,5, каждый выбирает эмпирическим путём свой размер ). Лично я остановился на 0,35мм – это очень редкий размер, чтобы заказать его на али приходится переписываться. Начните с 0,4мм, потом уменьшайте. Можно играть высотой слоя печати в некоторых пределах, если вам надо печать быстрее или более качественно. Гораздо важнее запастись некоторым количеством сопел, потому как по началу вероятность их забить куда выше, а потерять возможность печатать из-за этой мелочи неприятно.
Алюминиевый нагреваемый блок хотэнда стоит обильно обмотать фум-лентой, так он лучше будет сохранять температуру и не так сильно остывать под обдувом детали. Один раз у меня дошло до того, что он остыл на столько, что пруток не выдавливался.
Прошивки
Про них вы найдёте массу статей и пошаговых мануалов. Тут нет ничего страшного и сложного, телефон сложнее прошить. Я начал с марлина, и потом перешел на “репетир”, мне понравилось как последний управляет температурой и скоростными колебаниями осей.
Концевик на термоклее. Просто и достаточно надёжно.
планируйте за ранее как будут проложены ваши провода, не ленитесь нарастить, где это требуется
концевик не просто на термоклее а на деревяшечке, которая тоже на термоклее ))
Блоки питания просто на задней стенке. Топорно, но на качество выхода деталей не влияет.
Лирика
Год назад обладание 3д принтером мне казалось чем-то фантастическим. Вкладываться был не готов, и решил позволить вселенной сделать мне подарок. Я поймал себя на мысли, что не столько хотелось готовый принтер, сколько хотелось в нем ковыряться. Намерения на полноценный принтер не хватило, за-то хватило на этот конструктор. А вот теперь, с написанием статьи готов принять подарок по существеннее ). Тот, кто мне его отдавал, сказал, что сей агрегат не способен выдавать детали стоящего качества, у него нет возможности установить “концевики” и надо купить монолитную раму. Концевики сели посредством клеевого пистолета. А раму я укрепил созданием корпуса из фанеры вокруг принтера. Сейчас же он печатает порой 12 часов к ряду, а меня тянет не детальки печатать, а уже собирать новый принтер. Что-то есть в этом процессе, словно тропинка к мечте. К сожалению у меня не нашлось фотки первой напечатанной детали, она напечаталась корректно и как положено. Это даже немного смутило меня ))… Вот так… и всё??? и что никакого кома?? – подумалось мне. Если вы ещё думаете то не откладывайте, купите хоть самый дешняковый конструктор – это как кашу из топора варить, потом доделаете, допилите, и запечатает родненький.
Спасибо всем за внимание и хорошего контакта вам, да сухого пластика.
3deshnik.ru
Программы для 3d принтера для создания и печати моделей
Трехмерная печать представляет собой процесс создания объемных моделей с помощью 3D принтера. Устройство способно вывести физический объект по трем заданным параметрам. Это чаще происходит посредством послойного выращивания. Большое значение имеет используемая программа для печати на 3d принтере. С помощью нее происходит моделирование задуманного объекта. Он реализовывается из смолы, фотополимера, воска, пластика, стекла, металла или гипса.
О чём пойдет речь:
Преимущества использования 3D технологии
Программа для моделирования на 3d принтере облегчает ручной труд разработчиков, причем при ее использовании происходит экономия времени и материалов. Создавать трехмерные модели подобным образом сможет человек, являющийся новичком в инженерной графике или дизайне.
Главным преимуществом считается автоматический режим аддитивной печати и моделирования будущего изделия. Процесс создания упрощается, а вероятность возникновения ошибок и неточностей минимальна. Для реализации проекта понадобиться 3D принтер с грамотно подобранным к нему программным управлением.
Сферы применения
Подобная технология нашла применение во многих видах деятельности. Моделирование используют в архитектуре, кулинарии, машиностроении, медицине и образовании. Это направление считается перспективным.
Модельный ряд 3D принтеров позволяет потребителю выбрать наиболее подходящий, как по цене, так и по функциональности. Одним из самых популярных считается 3D принтер Heacent Reprap Prusa i3 3D (изображен на фото). Он компактен (параметры 42,5х42х37 см, масса около 7 кг), работает с форматами STL и G-Code, способен создавать изделия из нейлона, ABS и PLA. Приобрести его можно в виде набора для сборки.

3D принтер Heacent Reprap Prusa i3 3D
Heacent Reprap Prusa i3 3D – это усовершенствованный принтер, который характеризуется несложным монтажом. Если понадобятся дополнительные детали, их с легкостью можно на нем изготовить.
Разновидности 3D печати
На сегодняшний день их четыре:
- Фотополимеризация (SLA). Материал, из которого происходит создание объекта, твердеет под воздействием лазера или ультрафиолета
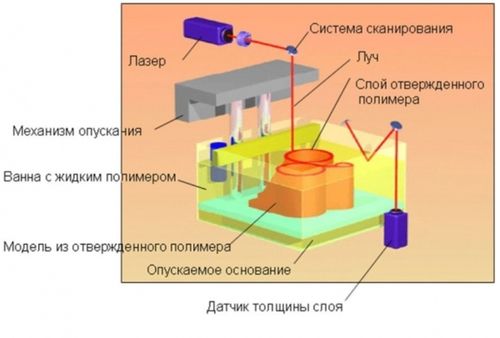
Как работает 3D-принтер по технологии SLA
- Гранулирование (3DP). Отдельные частицы исходного материала спекают или склеивают.
Гранулирование
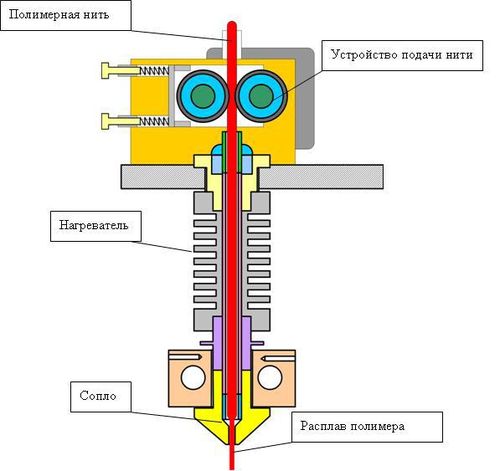
- Экструдирование (FDM). Основу для изделия сначала плавят, а потом из полученной массы выдавливают требуемую объемную фигуру.
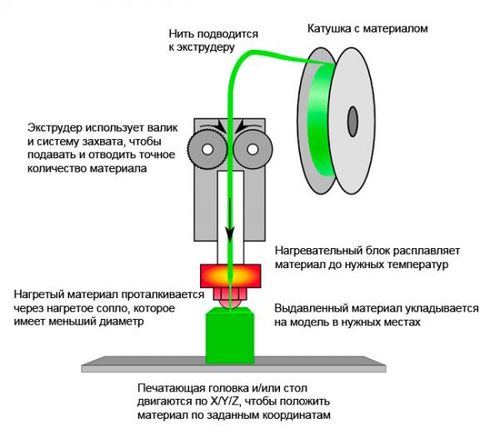
Экструдирование
- Ламинирование (PolyJet, PolyJetMatrix, MJM)
Готовый результат получают в течение двух этапов, склеивания и вырезания.
Выбор способа создания проектов осуществляется с учетом модели 3D принтера, используемых программ моделирования и управления, имеющегося материала, сопровождением процесса рекомендациями на русском языке, а также желаемого качества будущего объекта. Нельзя забывать про время, которое потребуется для процесса, и стоимости предстоящей печати.
ПО для 3D принтера
Подбор программного обеспечения проводится исходя из имеющегося оборудования. При наличии 3D сканера применяется специально разработанные программы моделирования и управления оборудованием. Если имеется Кинект, то подойдет как платное, так и бесплатное ПО.
При отсутствии сканера и Кинекта подойдет фотоаппарат, только в этом случае понадобиться программы из серии Autodesk 123D Catch. С их помощью возможно, как моделирование конструкций, так и управление оборудованием. Следует обратить внимание на возможность использования русского языка. Скачать ПО можно бесплатно.
Все ПО для создания трехмерных объектов делятся на три группы. К первой относятся те программы, с помощью которых происходит моделирование.
Среди них:
Посредством нее можно изобразить все что угодно. Освоить программу непросто, но способов для этого достаточно. В распоряжении новичка бесплатные занятия в виртуальном пространстве и комьюнити. Необходимо отметить лицензию, находящуюся в свободном доступе. При ее использовании нужно учитывать то, что все модели будут полыми. При наличии отверстий Autodesk 3Ds Max при печати не создаст требуемую трехмерную конструкцию;
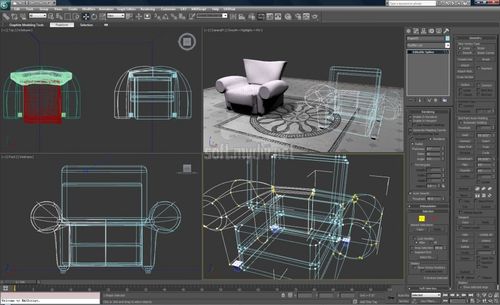
Программа Autodesk 3ds Max
Программа предусмотрена для высокоточного моделирования, следовательно, при работе с ней потребуются знания в области черчения и геометрии. В результате ее применения появятся заполненные объекты;
Программа для создания модели на 3d принтере отличается мультяшной стилизацией, так как она была создана для детского комьюнити, и наличием подборки уже готовых 3D объектов.
Во вторую входит софт, обеспечивающий работу 3D принтера. Подготовка 3D конструкции перед печатью – это важный этап создания объемной модели:
- AutoDesk 3D Print Utility. Данную факультативную программу можно скачать бесплатно. Она способна исправить ошибки, допущенные при моделировании, проверить посредством расчета и визуализации материала.
- Это ПО, характеризующееся обширным рядом плагинов и настроек. Также нужно отметить наличие высокоскоростного слайсера, и возможность скачать его бесплатно. Эта универсальная управляющая программа позволяет смену температурного режима. На сегодняшний день Cura является самым качественным ПО.
- Программное обеспечение разработано для 3D принтеров марки MakerBot. Его преимуществами считаются простой и удобный интерфейс, а также совместимость с аналогичным оборудованием.
- Repetier host. Программа для 3d принтера на русском для профессионалов. Новичкам работать с ней не рекомендуется. Она обладает множеством функций и возможностью использования сторонних слайсеров.
Последним шагом является выбор программного обеспечения, целью которого станет вывод на печать смоделированного и подготовленного объекта. Программа управления 3d принтером Cura 15.02.1 считается одной из самых совершенных. Управляющая программа Type 3 также распространена, главном образом из-за того, что работа с данным ПО осуществляется на русском языке.
Стоимость 3D-принтера и соответствующего ПО
Цена оборудования и программ (моделирующих, управляющих) напрямую зависит от предназначения и возможности проведения работы на русском языке. Если 3D принтер необходим для производства в промышленных масштабах, то подбирать следует более дорогое, так как низкая стоимость это, в первую очередь, показатель невысокого качества.
Для работы в домашних условиях приобретение подобного оборудования экономически невыгодно. Конечно, существуют упрощенные 3D принтеры, но изделия, получаемые с их помощью, едва ли реализуются. Ознакомление с компьютерными технологиями, соответствующими программами и их стоимостью на отечественном и зарубежном рынках не будет лишним перед выбором и покупкой оборудования.
printergid.ru
Большой 3д принтер 450х450х400 | DIY Life
Однажды попросили нас собрать большой принтер,с печатным полем как минимум 400х400х400мм. Примерно месяц ушел на проработку проекта. Первоначального проекта не сохранилось, а вот промежуточные версии есть. Но для начала сам принтер:

3д принтер URAL 400×400 с боуден экструдерами
А теперь перейду к процессу его создания:
Прилагаю пару скриншотов проекта в 3д редакторе:

Ural 3d 400×400
Прорисована только левая и задняя стенка принтера. Передней и правой стенки нет — поджимало время, поэтому их не рисовал в 3д, а сразу в автокаде сделал «выкройку» для фрезерования.Еще ракурс:

Ural 3d 400×400 другой ракурс
Тут стол немного оторван от поднимающейся рамы, чтобы было понятно, как все устроено.
Конструкция выбрана классическая — стол двигается только по оси Z, каретка гоняет по сям X и Y, как в Duplicator/Replicator.
Для подъема стола предусмотрено 3 трапецеидальных винта с шагом 2мм (с большим шагом стол опускался под собственным весом) и 3 вала диаметром 12мм, вращение передается кольцевым зубчатым ремнем от 1 двигателя nema 17 0,4Nm.
- Ось X и Y — рельсы 15mm+каретки HIWIN 15mm длиной 800мм
- Ось X и Y - двигатели Nema 17 длиной 60мм и крутящим моентом 0,65N.m
- Ось Y — валы диаметром 12мм + трапецеидальный винт с шагом 2мм
- Все ремни и шкивы — S2M
- Электроника — Mega2560+Ramps 1.4+LCD12864 с SD картой.
- 4шт нагревательных стола MK3 220х220мм на алюминиевой подложке 3мм
- 2 блока питания для столов по 350Вт каждый (24V)
- 1 блока питания для контроллера+двигателей+экструдеров мощностью 200Вт (12V)
- Экструдер — 2шт bowden (для уменьшения массы каретки)
- Тип нагревателя экструдера-классический кубик
- Сопла сменные — от 0,3 до 1мм.
- Корпус — конструкционный профиль 20х20мм (soberizavod.ru), стенки — фанера 10мм
- Часть деталей — гнутая нержавейка 1,5мм
Посылки:
К моменту окончания проектирования пришел конструкционный профиль, нарезанный в размер(заказывал в России — вышло дешевле, чем тащить из Китая):

нарезанный профиль 20х20мм
Болтики и гайки в пазы заказывал заранее из китая — они пришли как-раз к моменту получения профиля.
Потом пришли рельсы и каретки HIWIN (тоже брал в России, чтобы 100%качественно и в случае брака, можно было оперативно поменять):

посылка с рельсами и карретками
Сборка:
Сборка скелета заняла примерно 3 дня:

скелет 3д принтера
Видно кольцевой ремень оси Z и все 3 винта и оси Z.
Установлены рельсы оси Y (рельсы идеально помещаются на профиль, а винты крепления — в пазы):

скелет 3д принтера
Крепление валов — через штатные скобы крепления. Винты оси Z посажены в подшипники.

скелет 3д принтера
Следующими прибыли 4шт нагревательных стола размером 20х20см каждый:

нагревательные столы
Первая засада — один стол поцарапан. Решил снять слой краски, чтобы оценить ущерб:

повреждения стола при доставке
Пришлось чинить — напаивать перемычки над порезами.
Сделал отдельную плату управления столами по следующей схеме:

Схема управления нагревательными столами
Управляющий кабель подпаял к соответствующему выводу на плате Ramps 1.4
Включил нагрев.. и не дождался, когда они нагреются хотя бы до 80 градусов.
Дело в том, что производитель указывает, нагрев до температуры 100С за 5-10 минут.По характеристикам стола при подключении к выводам 12В — сопротивление стола 2,1 Ом (ток 6А, мощность 72Вт)При подключении к выводам 24В — сопротивление ~7,5 Ом (ток 3,2А, мощность 76.8Вт )Пришлось на выводы под 12в, вместо 12в, подать все 24В — ток стал 12А (288Вт), все стало греться за 5 минут до 110гр. Видимо теплоемкость этих столов очень большая..
Конечно, через несколько секунд работы такого мощного стола выгорел мосфет, да и провода тоже нагрелись ощутимо. Запитал каждую половинку стола через отдельный мосфет, т.е. всего по 6А на каждый + установил радиаторы и кулер. Сделал провода по 2,5кв.мм — ситуация исправилась. Но ставить 4 нагревательных стола теперь оказалось неэффективно, т.к. ABS пластиком такие большие детали (в поперечнике 40см) печатать все-равно невозможно, а PLA и так неплохо клеится к стеклу с синим скотчем, решили оставить только 1 нагревательный стол для печати небольших деталей из ABS.
Конечно, в следующем принтере с большой платформой будем использовать нагреватель на 220в — сейчас появилось достаточно много пордавцов больших плоских нагревателей для любых целей.
Стальные детали
Некоторые узлы изготовили по заказу из стали — заказывал лазерную резку и гибку нержавейки 1,5мм. пара деталей для наглядности:

крепление lmk12luu заднее

крепление lmk12luu листовое
Далее принтер был собран полностью (это заняло примерно месяц-полтора со всеми переделками), для крепления экрана распечатали вот этот корпус www.thingiverse.com/thing:617468 :
3д принтер URAL 400×400 с боуден экструдерами
Печатное поле получилось площадью 450х450мм, но в будущем оно уменьшилось до размеров 420х420 из-за переделки печатающей головки.
Слева неподключенная тефлоновая трубка. Справа тефлоновая трубка идет в черной гофре. Двигатели подачи пластика находятся на боковых стойках принтера сверху (синего цвета) слева и справа.
Прошили принтер, запустили настройку. Настроили, откалибровали на тестовом кубике размером 2х2х5см, соплом 0,3мм и соплом 0,8мм. Отдали заказчикам, т.к. время сдачи прошло уже как полтора месяца.
Ошибки
Ошибка 1.
Тест печати проводился в 5 точках рабочего поля. Как оказалось, в других точках рабочего стола пластик не мог дойти до сопла — он застревал в трубке и толкающий двигатель начинал пропускать шаги. Начали разбираться в проблеме и нашли такие положения экструдера, где невозможно было протолкнуть пластик даже вручную, не то что слабеньким движком. В этом месте рабочего стола деталь просто не печаталась.Оказалось, что тефлоновая трубка (длиной окло 60-80см )немного перегибается сразу в нескольких местах и при этом пытается закрутиться в спираль. В этих местах появляется очень сильное трение и пластик застревает намертво, хотя визуально кажется, что трубка особо нигде не гнется. Длина трубки была выбрана для того, чтобы было как можно меньше перегибов и углы загиба чтобы были тоже как можно меньше, но я не учел, что трубка будет пытаться закрутиться в спираль.
Решение нашли быстро — поместили тефлоновую трубку в гофру. Напечатали вазу — все работает ![]() И мы со спокойной душой снова отдали принтер клиенту.
И мы со спокойной душой снова отдали принтер клиенту.
Через пару дней звонок — не работает. Забираем принтер и оказывается, что гофра стала прогибаться чуть сильнее, чем при тестах и это опять же приводит к прежнему результату — пластик застревает намертво.Попутно выяснили, что русские тефлоновые трубки намного лучше китайских (более гладкие), хоть и стоят по 300р за метр. Решили избавиться от проблемы на корню.
Заменили bowden экструдеры на экструдеры прямой подачи пластика, поместив двигатели непосредственно на карретку. Да, масса карретки увеличилась на 600гр (2 двигателя по 290гр), но зато все заработало и стало печататься в любой точке стола.
Ошибка 2
Тест принтера проводился на объектах размером 2х2см и на вазе диаметром 2-3см, чтобы сократить время тестов.Выяснилось, что с соплом 0,3мм и 0,8мм одинаково качественно печатаются небольшие детали и вазы на скорости 40-60мм/сек.
Но тут появилась другая порблема. Если соплом 0,8 начать печатать куб размером 5х5х1см, то стенки объекта печатаются нормально, а вот заполнение и верхняя крышка на 5-10 слое начинают задираться, появляются проплешины и вся деталь уходит в брак. Для стабильно печати пришлось уменьшить скорость до 5мм/сек.
Для сопла 0,3мм аналогичная проблема, но только скорость печати 60-70мм/сек максимум, хотя на форумах пишут, что можно добиться скорости 150-200мм/сек.
Решили, что причина в нагревателе — не успевает расплавлять пластик.
Заменили нагреватель, на Вулкан — ситуация изменилась в лучшую сторону, но скорость свыше 30 мм/с на сОпле 0,8мм достигнуть не удалось. Укутали нагреватели в минеральную шубу — результат стал намного лучше, теперь скорость стала порядка 40-60мм/с, а на сОпле 0,3мм спокойно можно печатать на скоростях до 100-120мм/сек и более.
Стал курить мануалы, оказалось, что физические свойства пластиков PLA и ABS, а так же самих экструдеров таковы, что максимальный объем подачи пластика на стандартных экструдерах с 1 нагревающим элементом в 40Вт не превышает 12 куб.мм/с — пластик не успевает плавиться и очень большое сопротивление внутри экструдера!!!
Для любого сопла теоретическая максимальная скорость печати равна:
u=V/(S*h)
где V — объем 12куб.ммS — площадь (в нашем случае она равна площади сопла, т.е. Pi*r*r = 3,14*0,15*0,15= 0,07кв.мм)h — высота слоя. пусть будет 0,25ммu- скорость печати
Т.е. для сопла 0,3мм скорость v=12/(0,07 *0,25)=670мм/сек, а для сопла 0,8мм (высота слоя 0,6мм) скорость = 50мм/сек.
По факту оказалось, для сопла 0,3мм предельная скорость 120мм/сек (дальше экструдер прогрызал пруток), а для сопла 0,8мм — 50-60мм/сек.
Т.е. скорость печати зависит не столько от диаметра сопла, сколько от конструкции экструдера и подающего механизма.
Интересные опыты с экструдерами описаны в статьях на гиктайме:
https://geektimes.ru/post/259730/https://geektimes.ru/post/259738/https://geektimes.ru/post/259832/
Результаты
После установки нагревателя Vulcano с шубой из минеральной ваты скорость печати поднялась до приемлемых значений.
Фото собранного 3д принтера:

переделка принтера под экструдер прямой подачи
Экструдер поближе:

настройка 3д печати с экструдером прямой подачи
Видео процесса печати вазы:
https://youtu.be/CGm-vZjxLX8
Напечатанные изделия:
Ваза высотой около 20см из остатков разных пластиков

многоцветная ваза
Другая ваза:

ваза №2
поближе:

качество 3д печати
Еще одна ваза:

пример 3д печати
И еще ваза из пластика watson:

пример 3д печати пластиком Watson
Почему только вазы? Они печатаются быстрее всего и сразу видно качество печати. Плюс, на них уходит относительно мало платиска, да и тестовые образцы можно использовать в хозяйстве ![]()
Как думаете, вообще, нужны ли 3d принтеры таких размеров и для чего они могут применяться?
diylife.ru